Импульсная сварка своими руками: схема, устройство
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.
Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Содержание статьи
Сборка импульсной сварки
Преобразователь
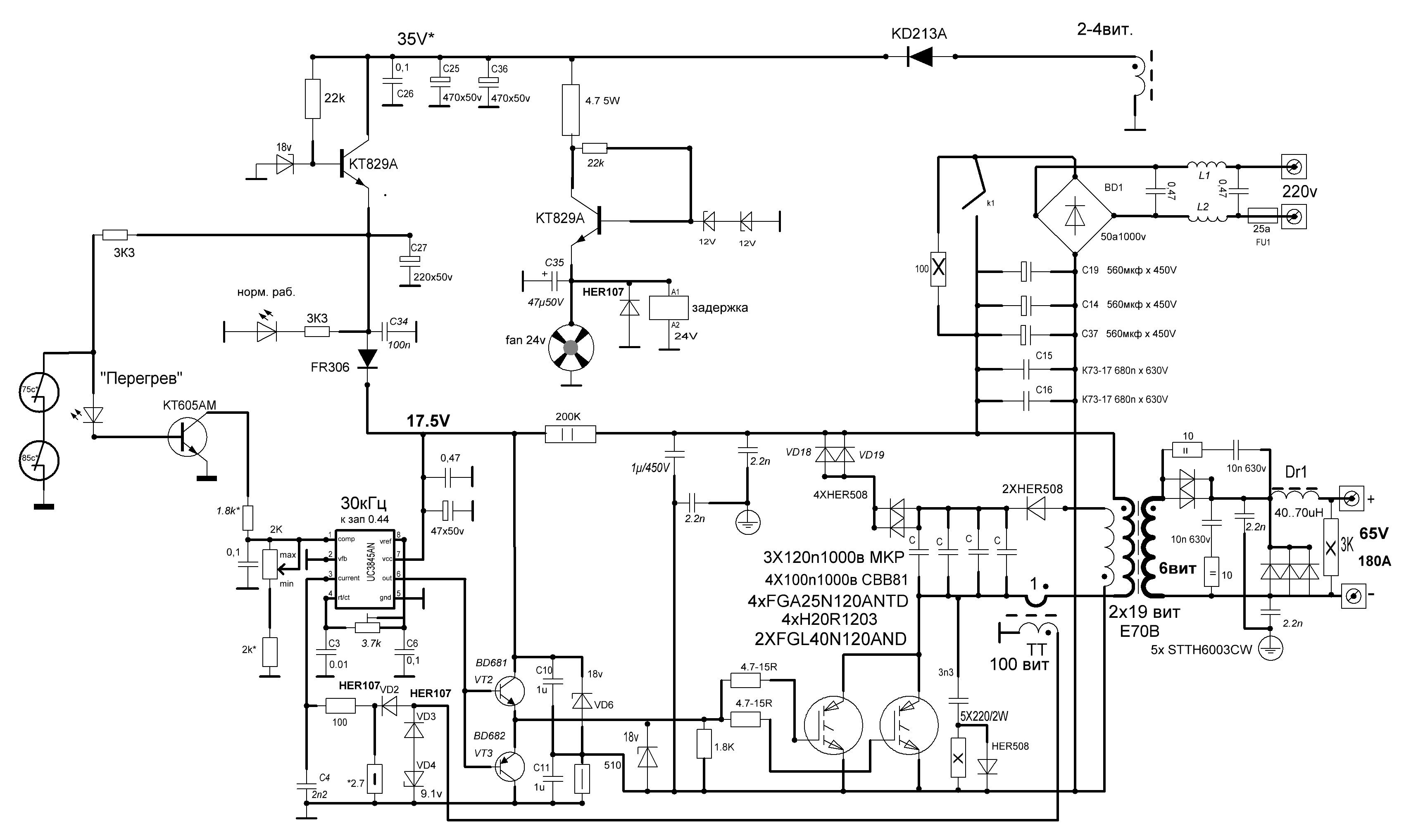
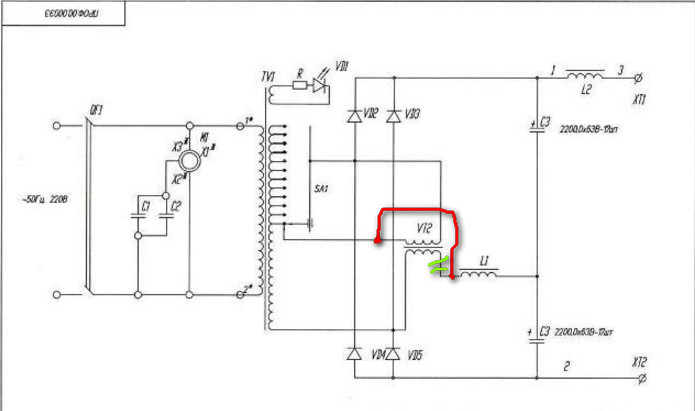
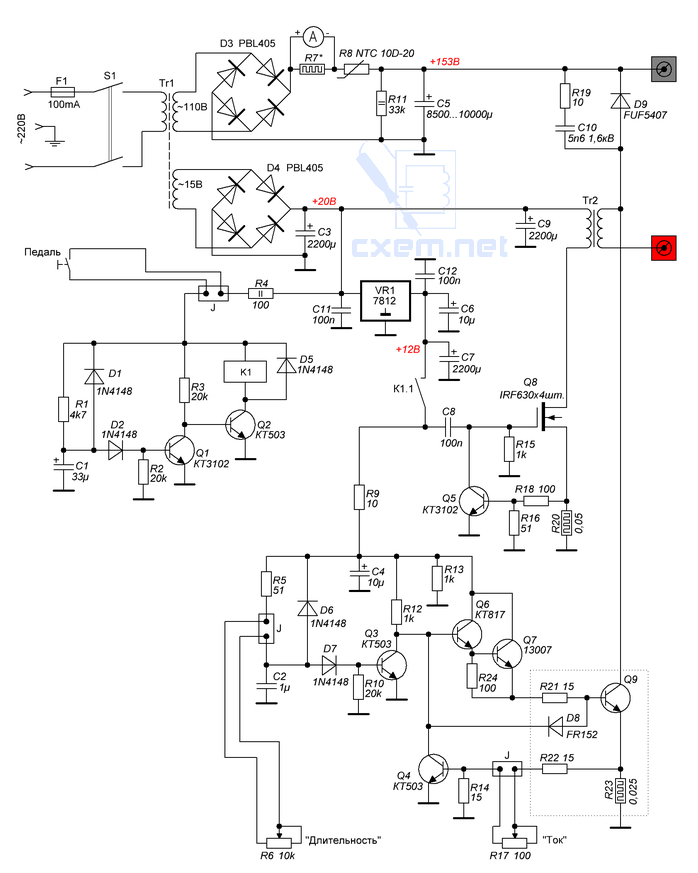
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
Ниже вы можете видеть подробную схему сборки.
Также мы привели несколько таблиц со спецификациями используемых комплектующих.
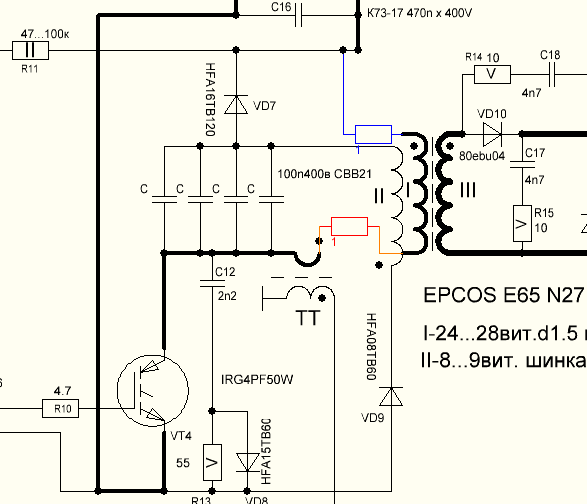
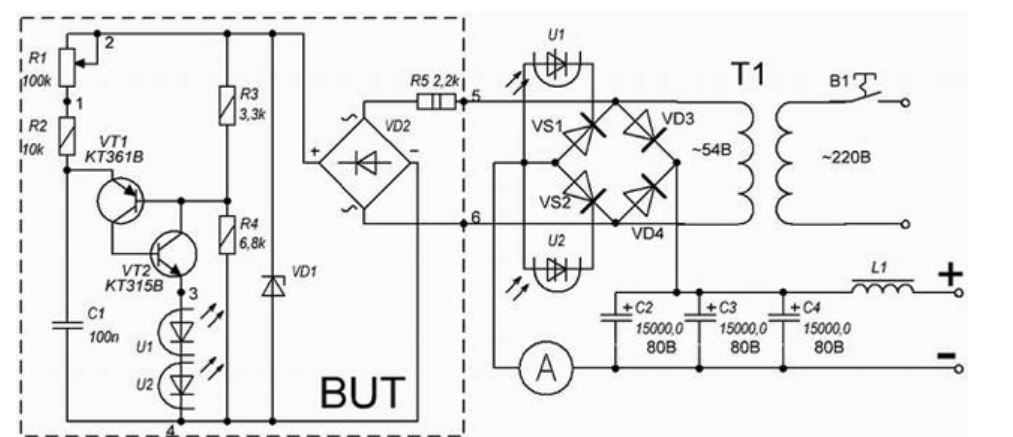
Схема управления
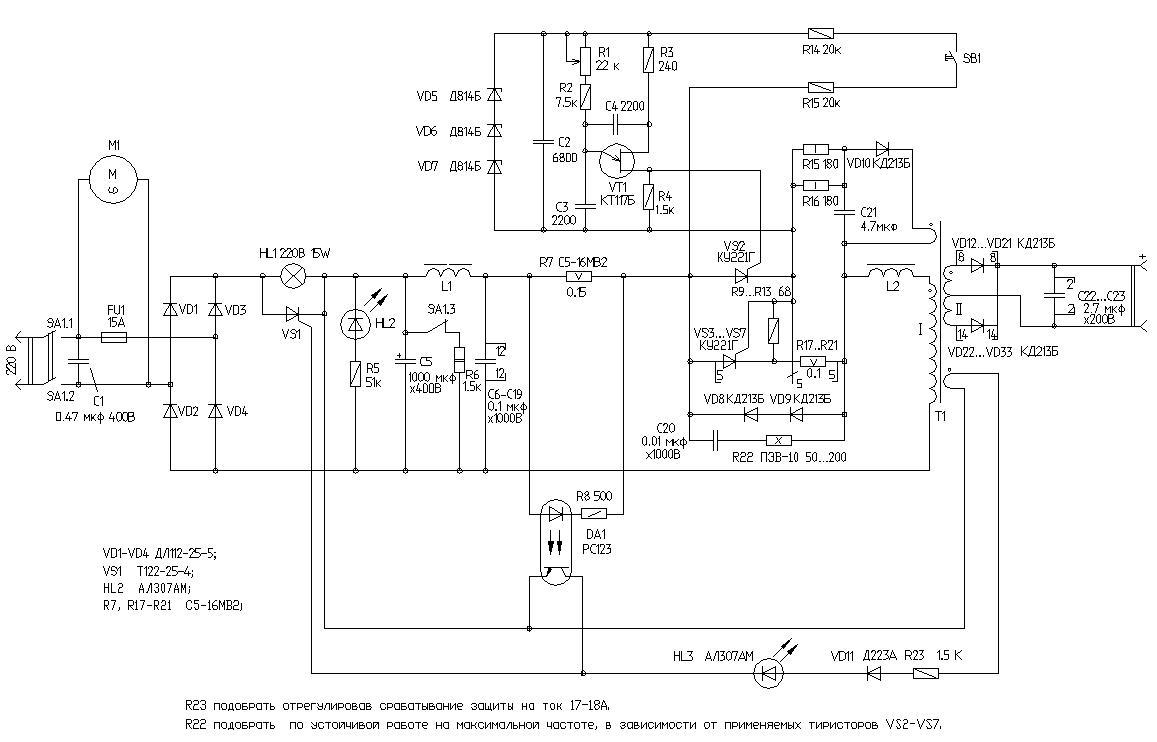
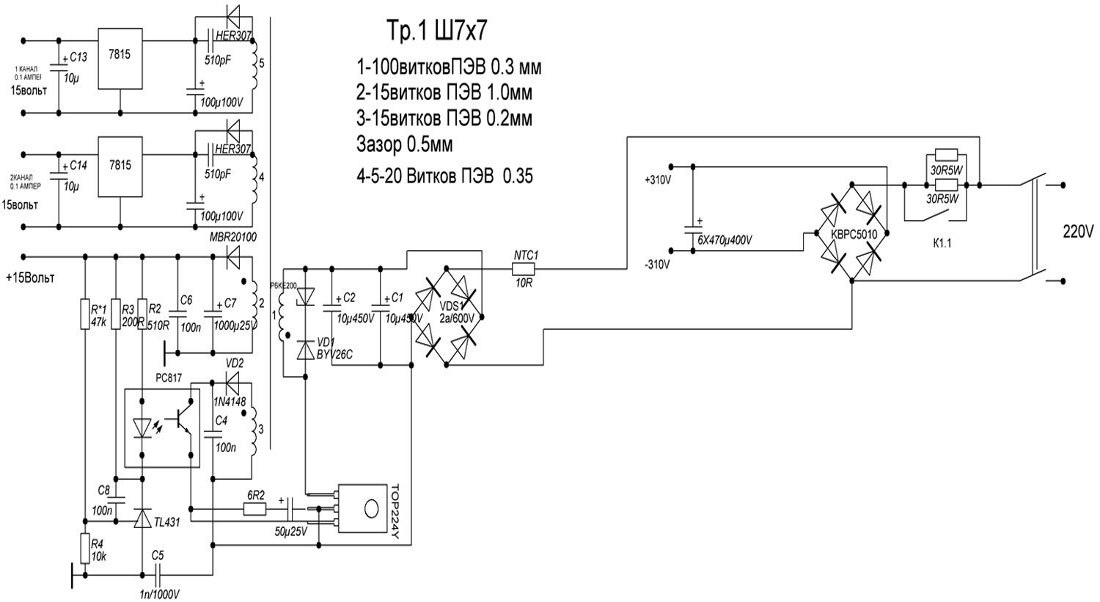
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.
Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.
Плата
Ниже вы можете видеть схематичное изображение печатной платы.
А вот схема расположения всех элементов на плате.
Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).
Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно.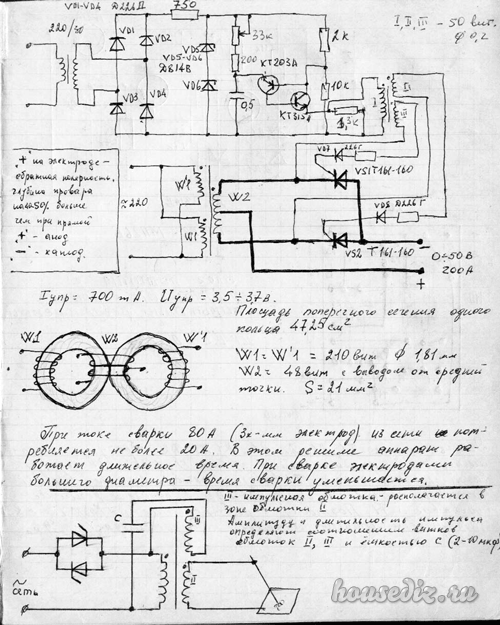 Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%.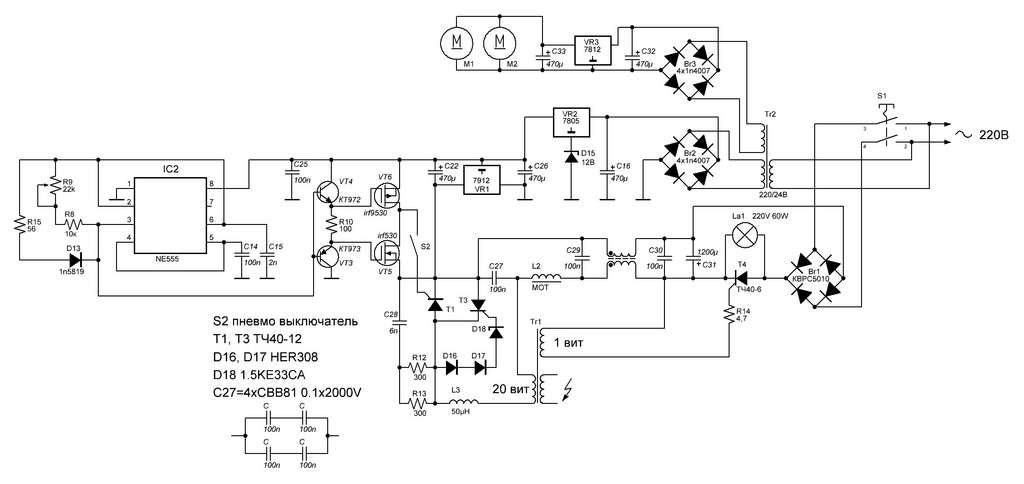 А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ. Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие. Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.
устройство сварочного аппарата, применение и принцип действия
На чтение 8 мин Просмотров 14. 7к. Опубликовано Обновлено
7к. Опубликовано Обновлено
Сварочные технологии никогда не отстают от скоростей научно-технического прогресса. Новые методы, материалы или оборудование постоянно пополняют и без того широкий список всевозможных способов соединения металлов и неметаллов.
Импульсная сварка – один из новых методов, который уже нашёл самое широкое применение в монтаже современных мощных трубопроводов и строительстве: как промышленном, так и гражданском.
Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.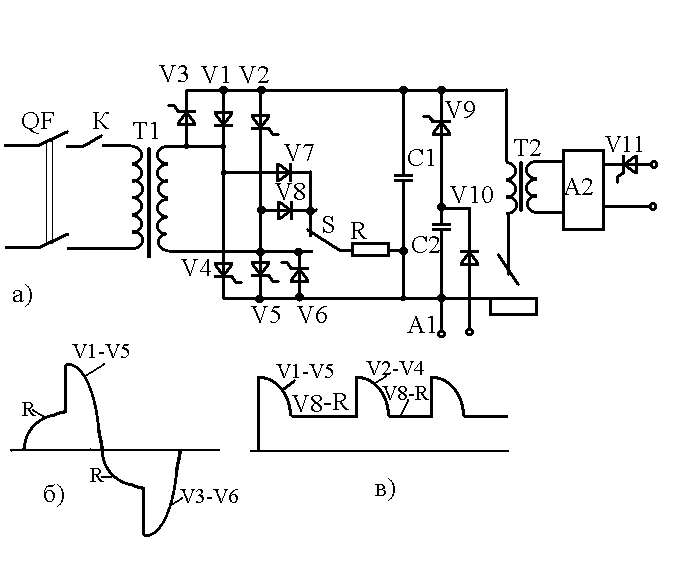
Суть процесса
Принцип импульсной сварки.Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса – так называемая дежурная невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный – импульсный с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Импульсная сварка на постоянном токеЖесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная
с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей; - аккумуляторная
в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети; - инерционная
с использованием кинетической энергии мощного маховика; - электромагнитная
с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Элементы крепятся магнитными силами в сочетании с высоким давлением.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются . Швы формируются исключительно качественными без каких-либо прожогов.
Схема конденсаторной сварки.Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.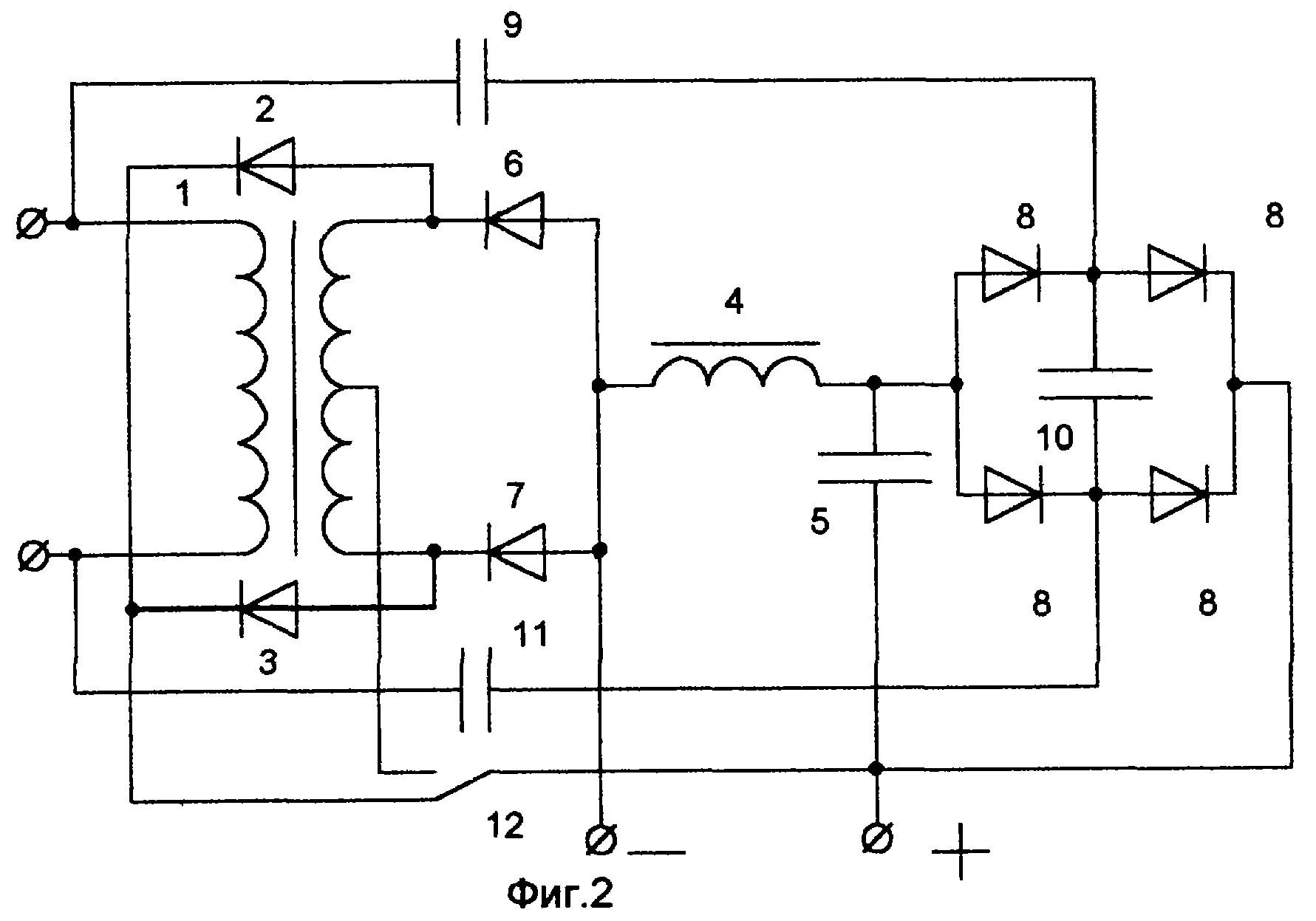
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество . Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Микроимпульсная сварка
Представьте себе, этот метод нашел отдельное и очень широкое применение в стоматологии – протезировании зубов. Речь о микросварке с использованием титана в виде тонких листов. Специальный микроимпульсный аппарат способен сваривать дентальные сплавы, в том числе титановые.
Качество таких швов нисколько не уступает лазерному стоматологическому аппарату, зато стоимость его значительно ниже. По этой причине они весьма популярны в небольших стоматологических клиниках.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
технология, принцип действия аппарата и суть процесса, схема для сборки своими руками устройства-полуавтомат с импульсно-дуговым режимом – Дуговая сварка на Svarka.
 guru
guruИмпульсная сварка или сварка аккумулированной энергией представляет собой модификацию электродуговой сварки.
История технологии
Впервые импульсная сварка была применена в 1932 году. Технология была опробована при соединении нержавеющей стали. После успешных испытаний, метод получил дальнейшее распространение.
Особенности
Отличительной особенностью данного метода является самостоятельный выбор режима сварки. В настоящее время импульсный режим широко используется в металлургии, машиностроении и других отраслях промышленности. Основным преимуществом является возможность получения сварочных швов высокой прочности.
Понятие «жесткости режима»
От грамотного выбора импульсного режима сварки зависит качество и внешний вид шва. Наиболее важным параметром является «жесткость». Она зависит он физических характеристик и параметров свариваемого материала, а также продолжительности тока. При равных величинах длительности тока, более жестким считается режим, применяемый в соединениях с большей толщиной. Жесткий режим имеет ряд преимуществ:
Жесткий режим имеет ряд преимуществ:
- большая производительность;
- экономичность;
- малые вмятины от электродов;
- высокая стойкость электродов.
При выполнении точечных или шовных работ соотношение базовых параметров настройки к толщине металла имеет линейную зависимость, что может существенно облегчить выбор сварочного режима.
Суть процесса
Сущность импульсной сварки заключается в соединении металлических поверхностей при помощи микроимпульсов. Источником энергии служить аккумулятор, подключенный к электрической цепи.Отличительная особенность метода заключается возможности создания сварочных соединений между металлами, имеющими различный химический состав. Выполнения работ требует специального оборудования – импульсного сварочного аппарата.
Технические нюансы
Перед началом работ, для достижения рабочего уровня зарядки, подключите источник тока к сети. Процесс сварки не займет много времени, поскольку используются запасы энергии приемника. Если вы знакомы с основами, то подобные работы возможно выполнять самостоятельно.
Если вы знакомы с основами, то подобные работы возможно выполнять самостоятельно.
[stextbox id=’alert’]Важно! Перед тем, как приступить к работе обязательно ознакомьтесь с правилами безопасного проведения работ, во избежание случаев травматизма.[/stextbox]
Формирование швов происходит за счет плавления отдельных порций металла с последующим покрытием.
Качество выполненных работ во многом зависит от правильного выбора режима сварки. С изменением длительности импульса меняются и параметры сварки. Регулировке поддаются и прочие параметры: форма сварочной ванны, контроль кристаллизации металла, толщина сварочного шва.
Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Конденсаторная
Известна с 30-х годов ХХ века. Популярность вида обусловлена рядом факторов:
- простая конструкция сварочного оборудования;
- низкая энергоемкость рабочего процесса;
- высокая производительность;
- низкое термическое воздействие на соединяемые материалы;
- незначительные требования к квалификации сварщиков.
Основой технологии является контактная сварка. Отличие заключается в подаче тока, который подается короткими импульсами за счет конденсаторов большой емкости. Это позволяет сократить время термического воздействия свариваемых деталей и повысить качества шва путем увеличения мощности тока. Возможно выполнение работ неплавящимися электродами в среде защитного газа, например аргона.
Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Аккумуляторная
Источником энергии в данном случае служат щелочные аккумуляторные батареи специальной конструкции. Они спокойно переносят многочисленные короткие замыкания. А при малом внешнем замыкании способны дать разряд, достаточный для проведения работ.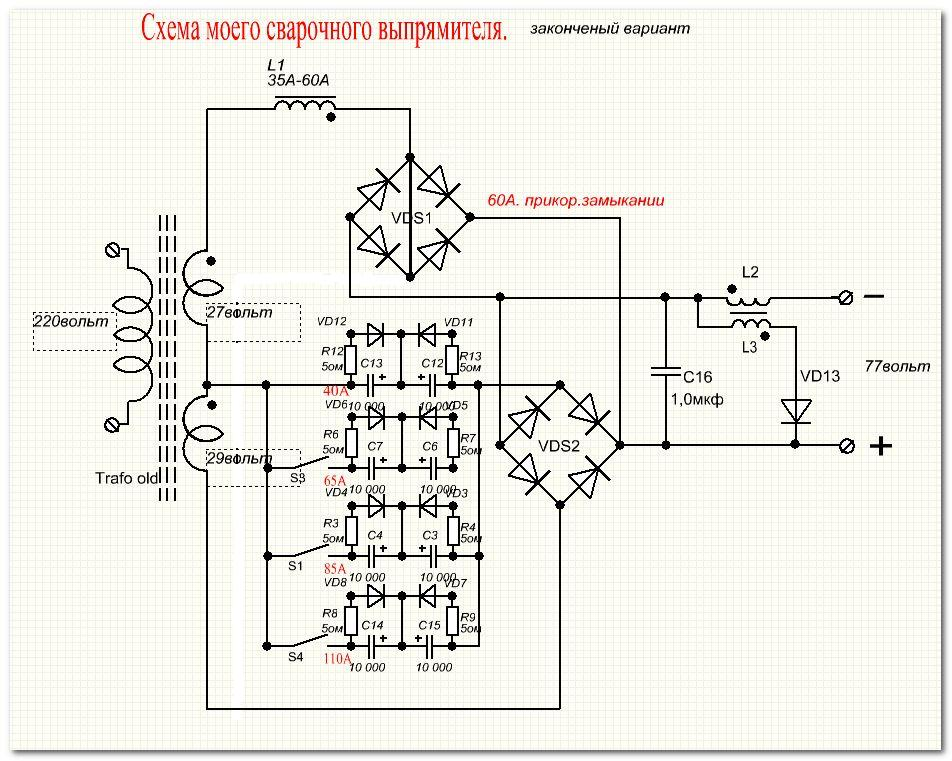
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Метод применяется при соединении любых материалов, вне зависимости от состава – от стали до алюминия. Большинство технологических решения магнитного метода были запатентованы еще в прошлом веке.
Алгоритм действий
Принцип действия импульсного сварочного инвертора заключается в переносе металла электрода в сварочную ванну с регулировкой вилы тока.
Горячий этап, который начинается с повышением силы тока и попаданием металла в сварочную ванну сменяется холодным, означающий начало остывания металла.
Данный процесс цикличен и может происходить не один раз. Проволока будет плавиться с перерывами – то есть покапельно.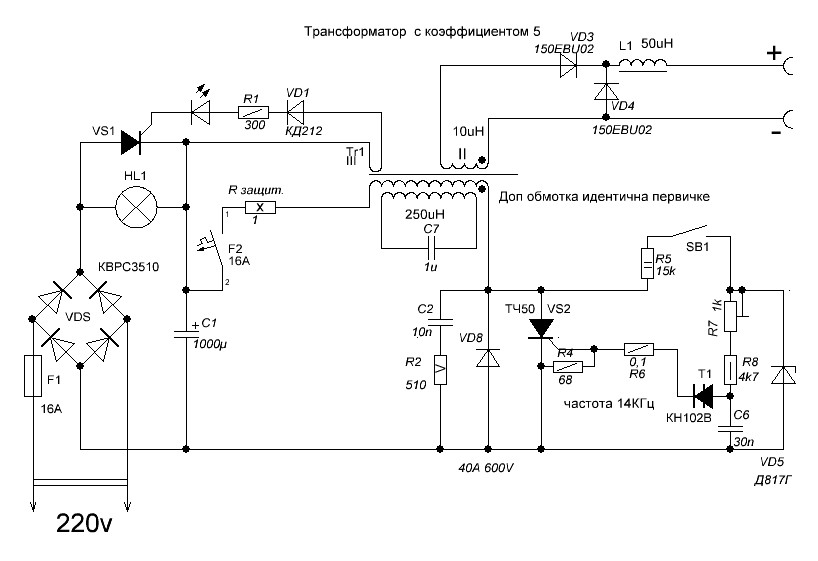
[stextbox id=’warning’]При выполнении работ с низким значением тока следите за температурой проволоки электрода – она должна быть хорошо разогрета.[/stextbox]
Главные достоинства метода
Основными достоинствами метода являются:
- высокое качество шва;
- отсутствие брызг металла;
- соединение любых металлов;
- нет вероятности прожога металла;
- контроль дуги и управление процессом;
- экономный расход вспомогательных материалов;
- выполнение работ не требует высокой квалификации.
На сегодняшний день единственным конкурентом импульсного метода является сварка полуавтоматом. Основными технологическими преимуществами полуавтомата являются высокая скорость выполнения работ, широкий выбор защитных газов, а также постоянство процесса. Есть и недостатки:
- Выполнение работ сопровождается разбрызгиванием металла.
- Необходимость в зачистке околошовных участков.

- Интенсивное выгорание металла.
- Высокая зона температурного воздействия.
Подбор оборудования зависит от специфики проводимых работ. Если в списке требований на первом месте стоит качество сварочного шва с четким обратным валиком, выбор очевиден – импульсно-дуговая сварка. Полуавтомат лучше использовать при проведении работ на значительных площадях.
Микроимпульсная
Метод активно применяется стоматологами при протезировании зубов. Микроимпульсный сварочный аппарат способен сваривать тонкие титановые листы. Благодаря низкой стоимости работ, метод пользуется популярностью в небольших клиниках.
Основным недостатком использования импульсного инвертора является ограничение производительности расплавления металла, что негативно влияет на рабочую скорость. Перед сварщиком всегда стоит вопрос: стоит ли использовать сварку с меньшим количеством брызг при текущем темпе выполнения работ.
Импульсный сварочник своими руками
Схему устройства импульсной сварки своими руками можно найти на многих ресурсах. Запчасти для импульсного сварочного аппарата имеются в свободной продаже, а потому никто не сможет вам помешать изготовить аппарат дома. Аппарат для точечной сварки можно изготовить из обычной микроволновки.
Запчасти для импульсного сварочного аппарата имеются в свободной продаже, а потому никто не сможет вам помешать изготовить аппарат дома. Аппарат для точечной сварки можно изготовить из обычной микроволновки.
Пример схемы импульсного сварочного аппарата
Перед изготовлением необходимо произвести расчет мощности и силы тока. Если поискать, примеры расчета найдете на специализированных форумах. Таким образом, собрать инверторный импульсный сварочный аппарат способен каждый. Главное — забывайте про соблюдение техники безопасности во время сборки.
[stextbox id=’info’]Сварщик 6-го разряда Юренко Григорий Владимирович. Опыт работы -16 лет: «Я работаю на Донецком металлургическом заводе. Занимаюсь сваркой технологических трубопроводов различного давления. Импульсная сварка – оптимальное решение при работах на капитальном ремонте оборудования, требующих высокого качества».[/stextbox]
Импульсная сварка: технология, принцип действия аппарата и суть процесса, схема для сборки своими руками устройства-полуавтомат с импульсно-дуговым режимом
Импульсная сварка или сварка аккумулированной энергией представляет собой модификацию электродуговой сварки.
История технологии
Впервые импульсная сварка была применена в 1932 году. Технология была опробована при соединении нержавеющей стали. После успешных испытаний, метод получил дальнейшее распространение.
Особенности
Отличительной особенностью данного метода является самостоятельный выбор режима сварки. В настоящее время импульсный режим широко используется в металлургии, машиностроении и других отраслях промышленности. Основным преимуществом является возможность получения сварочных швов высокой прочности.
Понятие «жесткости режима»
От грамотного выбора импульсного режима сварки зависит качество и внешний вид шва. Наиболее важным параметром является «жесткость». Она зависит он физических характеристик и параметров свариваемого материала, а также продолжительности тока. При равных величинах длительности тока, более жестким считается режим, применяемый в соединениях с большей толщиной. Жесткий режим имеет ряд преимуществ:
- большая производительность,
- экономичность,
- малые вмятины от электродов,
- высокая стойкость электродов.
При выполнении точечных или шовных работ соотношение базовых параметров настройки к толщине металла имеет линейную зависимость, что может существенно облегчить выбор сварочного режима.
Суть процесса
Сущность импульсной сварки заключается в соединении металлических поверхностей при помощи микроимпульсов. Источником энергии служить аккумулятор, подключенный к электрической цепи.
Отличительная особенность метода заключается возможности создания сварочных соединений между металлами, имеющими различный химический состав. Выполнения работ требует специального оборудования – импульсного сварочного аппарата.
Технические нюансы
Перед началом работ, для достижения рабочего уровня зарядки, подключите источник тока к сети. Процесс сварки не займет много времени, поскольку используются запасы энергии приемника. Если вы знакомы с основами, то подобные работы возможно выполнять самостоятельно.
Важно! Перед тем, как приступить к работе обязательно ознакомьтесь с правилами безопасного проведения работ, во избежание случаев травматизма.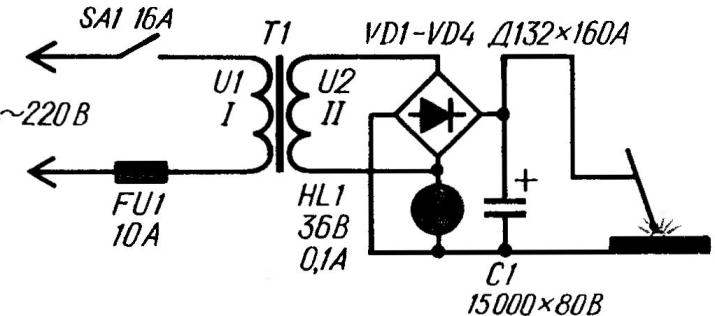
Формирование швов происходит за счет плавления отдельных порций металла с последующим покрытием.
Качество выполненных работ во многом зависит от правильного выбора режима сварки. С изменением длительности импульса меняются и параметры сварки. Регулировке поддаются и прочие параметры: форма сварочной ванны, контроль кристаллизации металла, толщина сварочного шва.
Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Конденсаторная
Известна с 30-х годов ХХ века. Популярность вида обусловлена рядом факторов:
- простая конструкция сварочного оборудования,
- низкая энергоемкость рабочего процесса,
- высокая производительность,
- низкое термическое воздействие на соединяемые материалы,
- незначительные требования к квалификации сварщиков.

Основой технологии является контактная сварка. Отличие заключается в подаче тока, который подается короткими импульсами за счет конденсаторов большой емкости. Это позволяет сократить время термического воздействия свариваемых деталей и повысить качества шва путем увеличения мощности тока. Возможно выполнение работ неплавящимися электродами в среде защитного газа, например аргона.
Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Аккумуляторная
Источником энергии в данном случае служат щелочные аккумуляторные батареи специальной конструкции. Они спокойно переносят многочисленные короткие замыкания. А при малом внешнем замыкании способны дать разряд, достаточный для проведения работ.
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Метод применяется при соединении любых материалов, вне зависимости от состава – от стали до алюминия. Большинство технологических решения магнитного метода были запатентованы еще в прошлом веке.
Алгоритм действий
Принцип действия импульсного сварочного инвертора заключается в переносе металла электрода в сварочную ванну с регулировкой вилы тока.
Горячий этап, который начинается с повышением силы тока и попаданием металла в сварочную ванну сменяется холодным, означающий начало остывания металла.
Данный процесс цикличен и может происходить не один раз. Проволока будет плавиться с перерывами – то есть покапельно.
При выполнении работ с низким значением тока следите за температурой проволоки электрода – она должна быть хорошо разогрета.
Главные достоинства метода
Основными достоинствами метода являются:
- высокое качество шва,
- отсутствие брызг металла,
- соединение любых металлов,
- нет вероятности прожога металла,
- контроль дуги и управление процессом,
- экономный расход вспомогательных материалов,
- выполнение работ не требует высокой квалификации.
На сегодняшний день единственным конкурентом импульсного метода является сварка полуавтоматом. Основными технологическими преимуществами полуавтомата являются высокая скорость выполнения работ, широкий выбор защитных газов, а также постоянство процесса. Есть и недостатки:
- Выполнение работ сопровождается разбрызгиванием металла.
- Необходимость в зачистке околошовных участков.
- Интенсивное выгорание металла.
- Высокая зона температурного воздействия.
Подбор оборудования зависит от специфики проводимых работ. Если в списке требований на первом месте стоит качество сварочного шва с четким обратным валиком, выбор очевиден – импульсно-дуговая сварка. Полуавтомат лучше использовать при проведении работ на значительных площадях.
Микроимпульсная
Метод активно применяется стоматологами при протезировании зубов. Микроимпульсный сварочный аппарат способен сваривать тонкие титановые листы. Благодаря низкой стоимости работ, метод пользуется популярностью в небольших клиниках.
Основным недостатком использования импульсного инвертора является ограничение производительности расплавления металла, что негативно влияет на рабочую скорость. Перед сварщиком всегда стоит вопрос: стоит ли использовать сварку с меньшим количеством брызг при текущем темпе выполнения работ.
Импульсный сварочник своими руками
Схему устройства импульсной сварки своими руками можно найти на многих ресурсах. Запчасти для импульсного сварочного аппарата имеются в свободной продаже, а потому никто не сможет вам помешать изготовить аппарат дома. Аппарат для точечной сварки можно изготовить из обычной микроволновки.
Запчасти для импульсного сварочного аппарата имеются в свободной продаже, а потому никто не сможет вам помешать изготовить аппарат дома. Аппарат для точечной сварки можно изготовить из обычной микроволновки.
Пример схемы импульсного сварочного аппарата
Перед изготовлением необходимо произвести расчет мощности и силы тока. Если поискать, примеры расчета найдете на специализированных форумах. Таким образом, собрать инверторный импульсный сварочный аппарат способен каждый. Главное забывайте про соблюдение техники безопасности во время сборки.
Сварщик 6-го разряда Юренко Григорий Владимирович. Опыт работы -16 лет: «Я работаю на Донецком металлургическом заводе. Занимаюсь сваркой технологических трубопроводов различного давления. Импульсная сварка – оптимальное решение при работах на капитальном ремонте оборудования, требующих высокого качества».
Загрузка…Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08. ..0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
..0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата — около 8 кг, габариты — 225х135×120 мм.
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения — более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 «Подсветка»;
- микропереключатель 6 «Импульс».
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II — 330 витков провода ПЭВ-2 0,3 и обмотку III — 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим».
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5. ..0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
..0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Легкий и мощный инвертор для контактной сварки своими руками
Доброго времени суток, уважаемые самоделкины!В данной самоделке AKA KASYAN показывает подробности изготовления аппарата контактной сварки.
Аппарат инверторного типа. Но само устройство весьма непростое (в плане режима работы).
У автора возникла потребность приварить никелевые пластины к литиевым аккумуляторам.
Именно эта проблема и явилась стартером данного проекта.
Многие самоделкины знакомы с устройствами контактной сварки, которые представляют из себя громоздкий трансформатор, во вторичной обмотке которого намотано несколько витков медной шины или провода.
Обычно их делают на базе трансформатора от микроволновой печи.

Чтобы получить высокие токи сварки в несколько сотен, а иногда и тысяч ампер.
Пример китайского сварочного аппарата. Максимальный ток 500А. Приобрести — пара сотен баксов.
А вот и авторский сварочник, при его небольшом весе в 200гр способен кратковременно создавать токи 200 — 220 ампер.
Инверторный режим работы в данном классе устройств немного необычен. Для контактной сварки такую технологию применяют редко. В своем варианте исполнения автор задействует простую в реализации импульсную схему.
Вот так она жжет!
Бонусом является низковольтное питание устройства. Данный аппарат Вы сможете подключить к источникам постоянного тока (например обычного компьютерного блока питания).
При использовании 12В аккумулятора — вообще получится автономная и портативная сварка. Диапазон питающих напряжений — до 24 вольт.
Внешний вид аппарата на данный момент не очень. Он пока-что не обзавелся корпусом. (цитирую автора).
Автор собрал его для испытаний, засим на внешний вид не будем обращать внимание.
Если работа устройства устроит автора, то он запилит несколько доработок, в особенности касающиеся различных степеней защиты. Перегрев, передержка и в этом духе.
Судя по фотографиям — прожигает лезвие от ножа навылет. Значит контакт такой сварки не подлежит сомнениям.
Двухтактная схема является очень популярной. Автогенератор, о котором у автора есть множество роликов уже нет смысла пояснять принцип его работы.
В описании к видео есть ссылки на некоторые авторские видео с различными способами применения этой схемы.
Данная схема устройства создана при помощи сервиса EasyEDA.
Материалы и инструменты:
Два мощных полевых ключа
Импульсный трансформатор от компьютерного блока питания.
Конденсатор резонансный 1-2uF Х 300+ Вольт.
Включение устройства производится слабенькой кнопкой.
Паяльник, канифоль, припой, текстолит.
Медные провода.
Дроссель.
Частота работы прибора зависит от индуктивности первичной обмотки
и емкости резонансного конденсатора.
Удовлетворительный диапазон частот — от 20 до 50 кГц. Само собой, если ниже 20К то попадаем в слышимый диапазон частот.
Чем больше будет емкость конденсатора, тем выше ток в первичной обмотке.
Автор не советует устанавливать конденсаторы емкостью выше двух микрофарад.
Тогда частота работы устройства попадет в звуковой диапазон.
Это приведет к противному свисту трансформатора.
Транзисторы IRFP150, можно использовать и аналоги, с током от 40А и напряжением более 50В.
Автор рекомендует применять ключи в корпусе TO247. Можно и TO220.
К транзисторам прикрепляем небольшой радиатор. В виде пластинки.
Сами ключи обязательно изолируем от радиатора.
Дроссель просто необходим. Мотается в две полуторамиллиметровые жилы.
Количество витков в диапазоне от 10 до 30 штук.
Силовой импульсный трансформатор конфискован из классического компьютерного блока питания ATX 450Ватт.
Заводские обмотки удаляем. Для этого рекомендую нагреть его строительным феном.
Итак, перемотанная первичка состоит из двух петель по четыре витка каждая.
Наматывается жгутом 3-х проводов диаметром в 1 мм.
Суммарно квадратура первички должна составлять 2-4 квадрата. В принципе, можно мотать и из многожильного провода.
Сверху изолирует обмотку термостойким скотчем. Я бы делал лавсаном.
Вторичную петлю делает из медной шины 1,5мм Х 22мм
Медную ленту фиксирует эпоксидкой.
А к окончаниям обмотки припаивает клеммы,
Собственно в клеммы и вставляются одножильные 2-х миллиметровые медные электроды
Края электродов необходимо заострить.
Да, немного новшеств, вместо авторских медных электродов можно применить графитовые. Сделать их можно из строительного карандаша.
Корпус для автора пока не важен. После испытаний устройства корпус будет делаться из оргстекла или текстолита.
Посмотрим, на что способен агрегат.
Да уж, оторвать не получается.
Разве что лента рвется.
Питающие напряжения — от шести до 24 В. А это — автономность при наличии качественного аккумулятора с большим током на выходе.
Да хоть от шуруповерта аккум можно приколхозить.
Вопрос, возникающий у большинства читателей. Для чего же требуется схема, и почему нельзя варить прямо от аккумулятора? Ответ автора — схема понижает напряжение до 1,5 — 4В. Естественно и увеличивается ток сварки. А аккумулятор при работе на короткое замыкание — практически сразу превратится в хлам. Собственно это небезопасно.
Авторский вариант подходит по всем характеристикам.
Недавно автор изготовил похожий сварочный аппарат на основе конденсаторов.
Режимы работы устройства. На одну сварку — до двух секунд, после — перерыв 4 секунды.
Автор сжег несколько полевиков. Просто варил 5 секунд. Да и транзисторы были без охлаждающего радиатора.
Спасибо AKA KASYAN за проделанный труд!
Всем удачи и хороших идей!
Ссылка на оригинальное видео — под текстом кнопка «источник».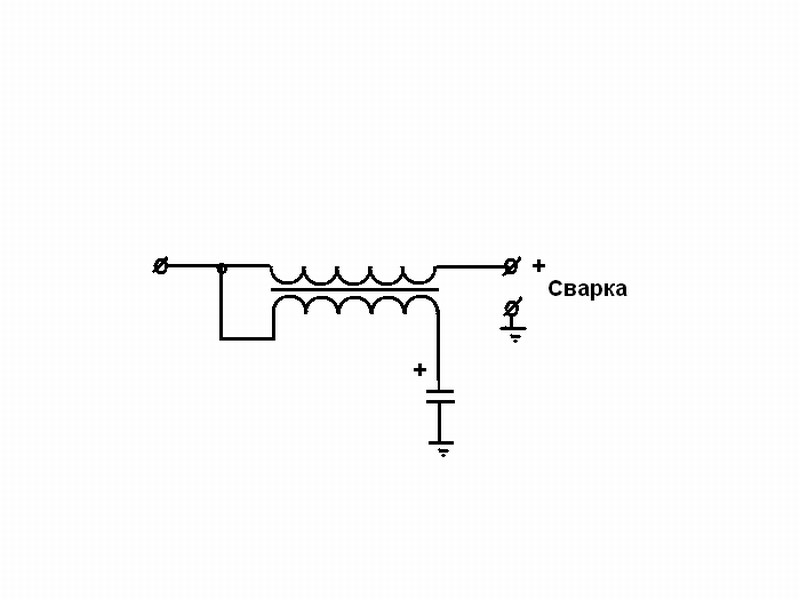
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Простой аппарат для точечной сварки
Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
Блок: 1/7 | Кол-во символов: 378
Источник: https://prosvarku.info/tehnika-svarki/impulsnaya-svarka-svoimi-rukami
Разберем алгоритм сбора импульсной сварки
Преобразователь
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
Его соответственно обозначают, как силовой элемент сварочного агрегата.
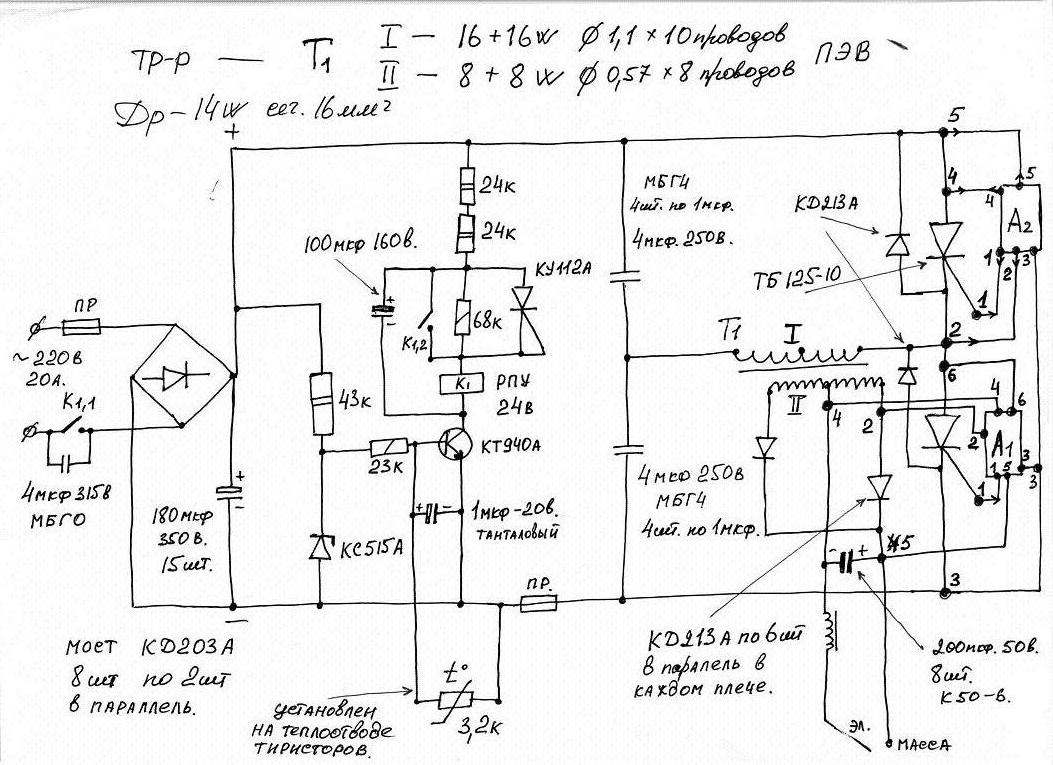
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер
Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Блок: 2/7 | Кол-во символов: 685
Источник: https://prosvarku.info/tehnika-svarki/impulsnaya-svarka-svoimi-rukami
Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Блок: 2/4 | Кол-во символов: 480
Источник: https://SdelaySam-SvoimiRukami.ru/3852-prostoy-apparat-dlya-tochechnoy-svarki.html
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью.
 В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи. - В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
Блок: 3/6 | Кол-во символов: 1533
Источник: https://svarkaprosto.ru/tehnologii/impulsnaya-svarka
Суть процесса
Принцип импульсной сварки.
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса – так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.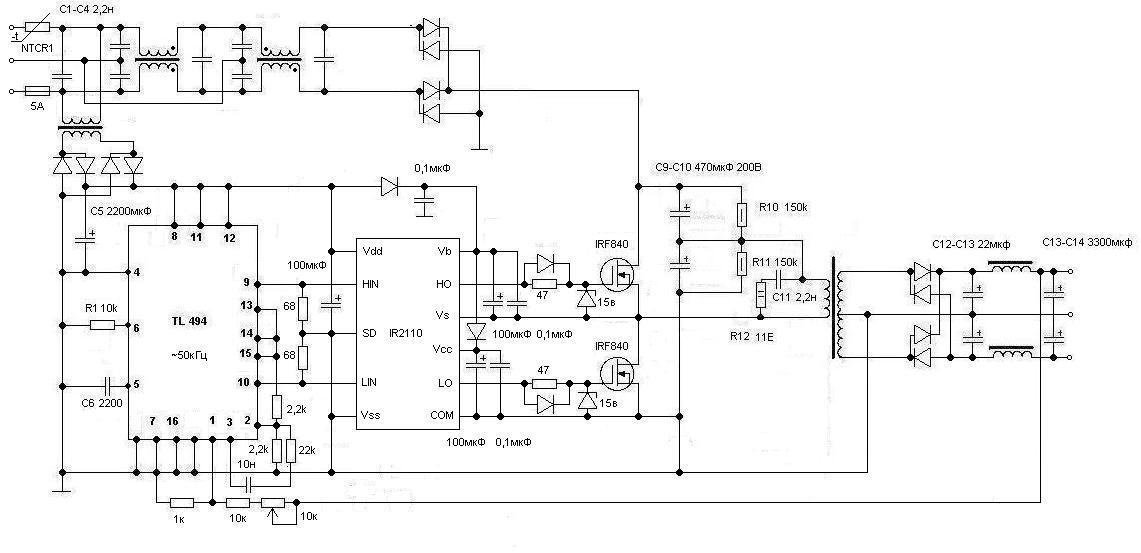
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный – импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Электрическая схема устройства импульсной сварки.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Блок: 3/9 | Кол-во символов: 3046
Источник: https://tutsvarka.ru/vidy/impulsnaya-svarka
Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Блок: 2/6 | Кол-во символов: 720
Источник: https://svarkaprosto.ru/tehnologii/impulsnaya-svarka
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная
с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей; - аккумуляторная
в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети; - инерционная
с использованием кинетической энергии мощного маховика; - электромагнитная
с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Блок: 5/9 | Кол-во символов: 533
Источник: https://tutsvarka.ru/vidy/impulsnaya-svarka
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня.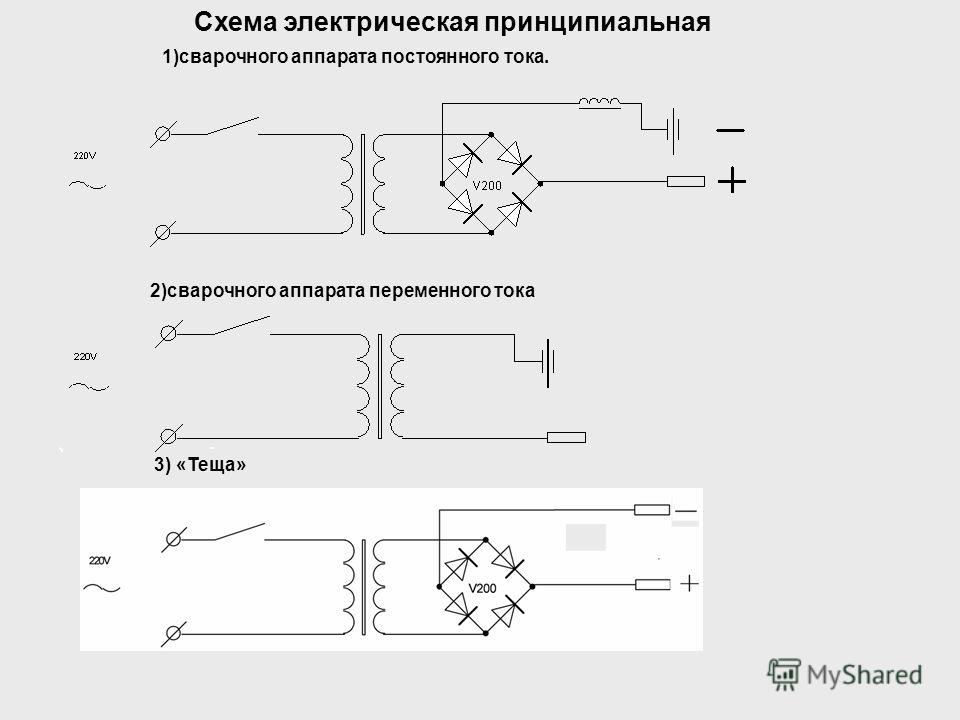 Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.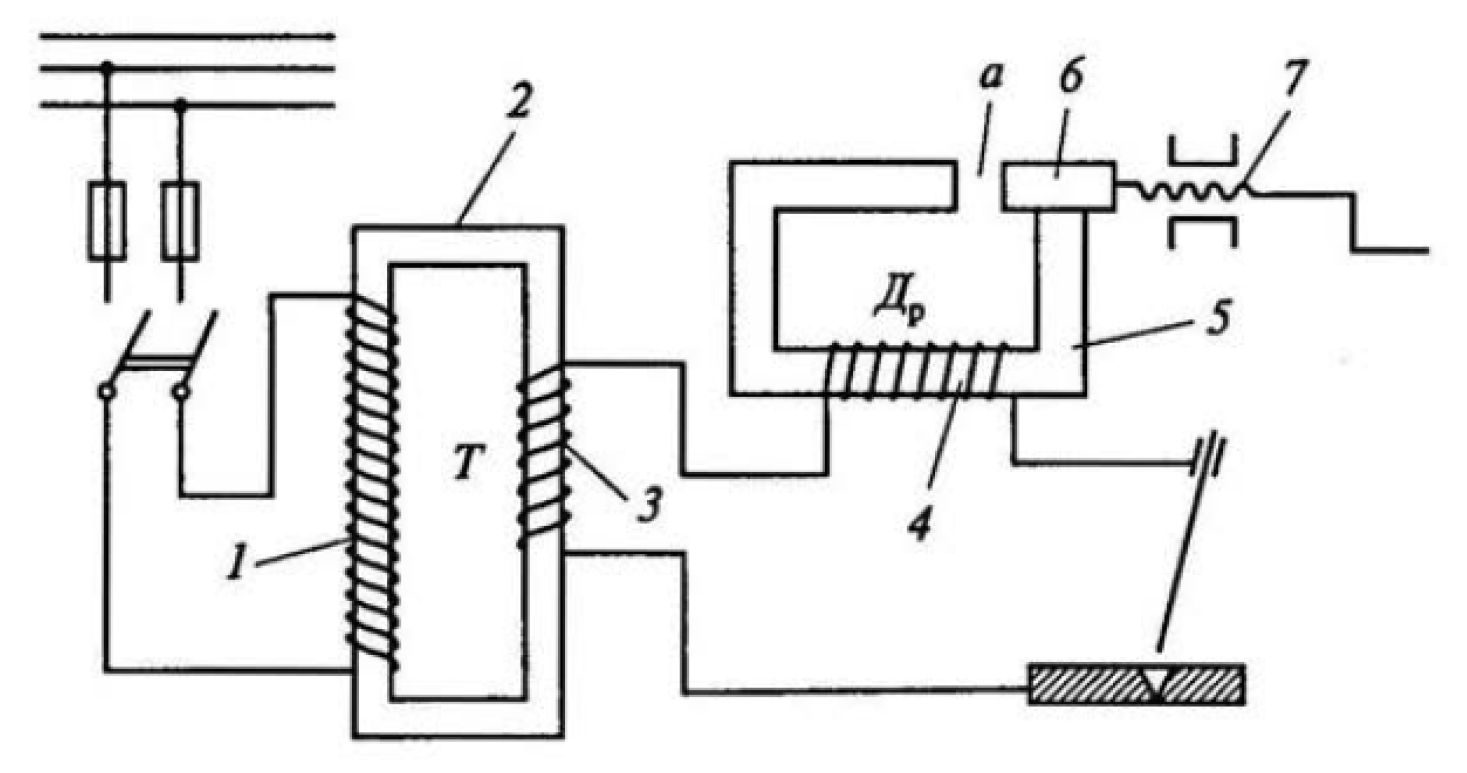
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Блок: 4/9 | Кол-во символов: 1475
Источник: https://tutsvarka.ru/vidy/impulsnaya-svarka
Достоинства и недостатки
Способ применяется при монтаже ответственных соединений, удобен при монтаже трубопроводов – работать электродом или присадочной проволокой можно в любом положении. Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
- За счет кратковременного импульса капля ровно ложится в зону соединения металлов. Импульсные аппараты позволяют значительно увеличить скорость провара. Появляется возможность соединять детали, для которой обычная электродуговая сварка неприменима, например, соединения тонких листов алюминия.
- Отличное качество шва – валик образуется равномерный, с ровными кромками, он не нуждается в зачистке, дополнительной обработке, проковке.
- Снижается риск прожогов, непроваров, брак бывает в исключительных случаях при нестабильном напряжении.
- Устраняется разбрызгивание металла в ванне расплава.
- Снижается расход электродов или проволоки при работе полуавтоматом до двух раз.
- Расширяются возможности соединения: импульсной сваркой соединяют разнородные металлы.
- Точный контроль момента расплава присадки, стабильность рабочих режимов.
- Во время запуска устраняется риск короткого замыкания.
Минусы:
- Слишком греется преобразователь – необходимо предусматривать надежную систему охлаждения.
- Нельзя использовать на больших площадях.
- Не разработаны модели для бытового применения, промышленные слишком дорогие.
- У ТIG-режима низкий КПД, необходимо регулировать режим подачи присадки.
Блок: 5/6 | Кол-во символов: 1491
Источник: https://svarkaprosto. ru/tehnologii/impulsnaya-svarka
ru/tehnologii/impulsnaya-svarka
Приоритеты сварочного аппарата, изготовленного собственными силами
От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие. И конечно же, не вся электропроводка сможет выдержать такую мощность.
Относительно веса самодельного аппарата можно сказать, что небольшой. И его габариты могут в несколько раз быть меньше чем заводские. Без особых усилий перемещать заводской аппарат очень сложно.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.
Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Продолжительность работы самодельным импульсным аппаратом может быть больше 15-20 мин. Что превышает время работы механизма, который купили в магазине. И конечно же небольшой вес (8-10 килограмм) не доставит трудностей в домашнем использовании.
Собирая импульсный агрегат собственными силами, можно максимально сократить расходы на укомплектовываемый материал.
Например, вместо сварочных кабелей приспособить обычный кабель с сечением до 12 квадратных миллиметров. А провод от электробытовой техники применить для питания.
А провод от электробытовой техники применить для питания.
Блок: 5/7 | Кол-во символов: 1996
Источник: https://prosvarku.info/tehnika-svarki/impulsnaya-svarka-svoimi-rukami
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов.
 В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
- Полуавтомат.
 Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость. - Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Блок: 3/7 | Кол-во символов: 2740
Источник: https://ProFazu.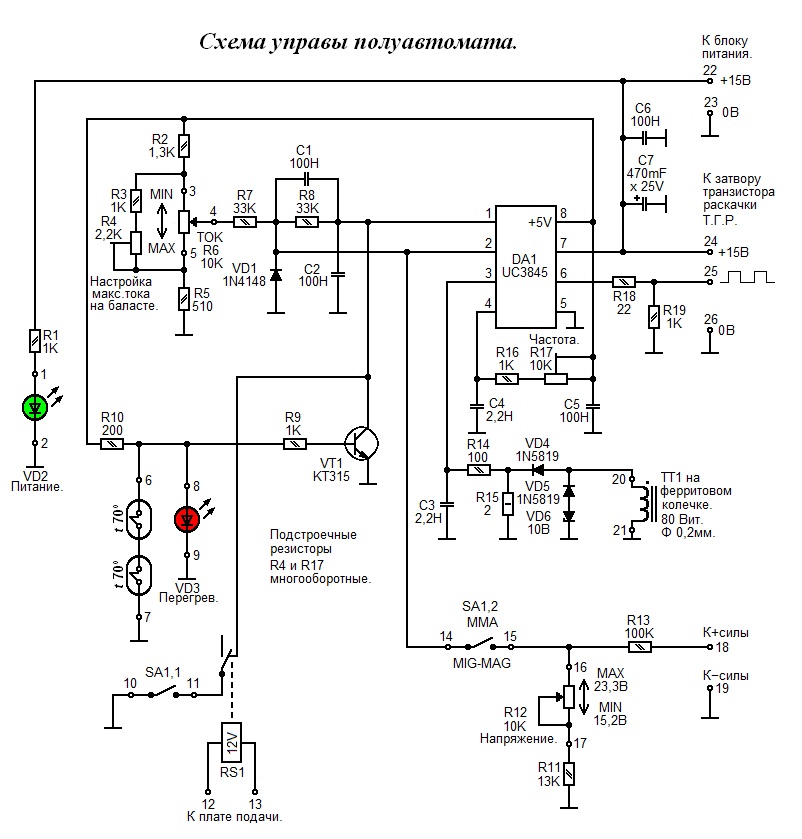 ru/elektrooborudovanie/samodelki-oborud/svarochnyj-apparat-svoimi-rukami.html
ru/elektrooborudovanie/samodelki-oborud/svarochnyj-apparat-svoimi-rukami.html
Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Блок: 6/7 | Кол-во символов: 336
Источник: https://ProFazu.ru/elektrooborudovanie/samodelki-oborud/svarochnyj-apparat-svoimi-rukami.html
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.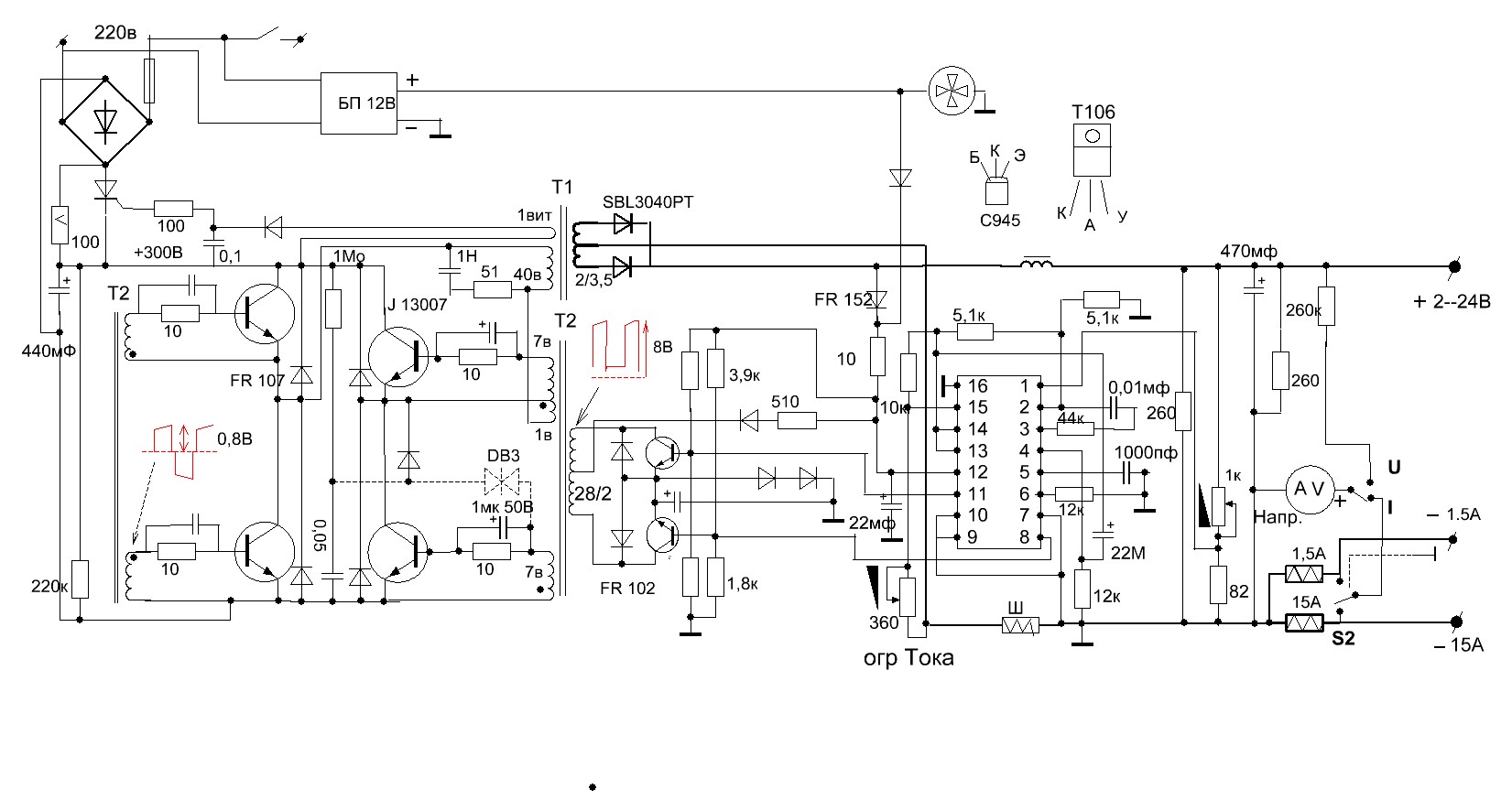
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Блок: 6/9 | Кол-во символов: 1241
Источник: https://tutsvarka.ru/vidy/impulsnaya-svarka
Небольшое заключение
Каждый кто имеет дачный участок или автомобильный гараж нуждается в устройстве для импульсной дуговой сварки. Безупречным будет сделать его собственными силами.
Такой сварочный аппарат, может быть у каждого, кто поставит перед собой такую цел. И даже не придется вызывать мастера, чтобы починить любую металлическую конструкцию.
Надежность самодельного импульсного аппарата невысокая, так как он состоит из самых обычных деталей. А что бы увеличить срок использования можно применить всего лишь лист прочного металла.
Блок: 7/7 | Кол-во символов: 539
Источник: https://prosvarku.info/tehnika-svarki/impulsnaya-svarka-svoimi-rukami
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые.
 Но они того стоят и обязательно окупят все затраты в будущем.
Но они того стоят и обязательно окупят все затраты в будущем. - Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
Чертеж устройства импульсной сварки.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва.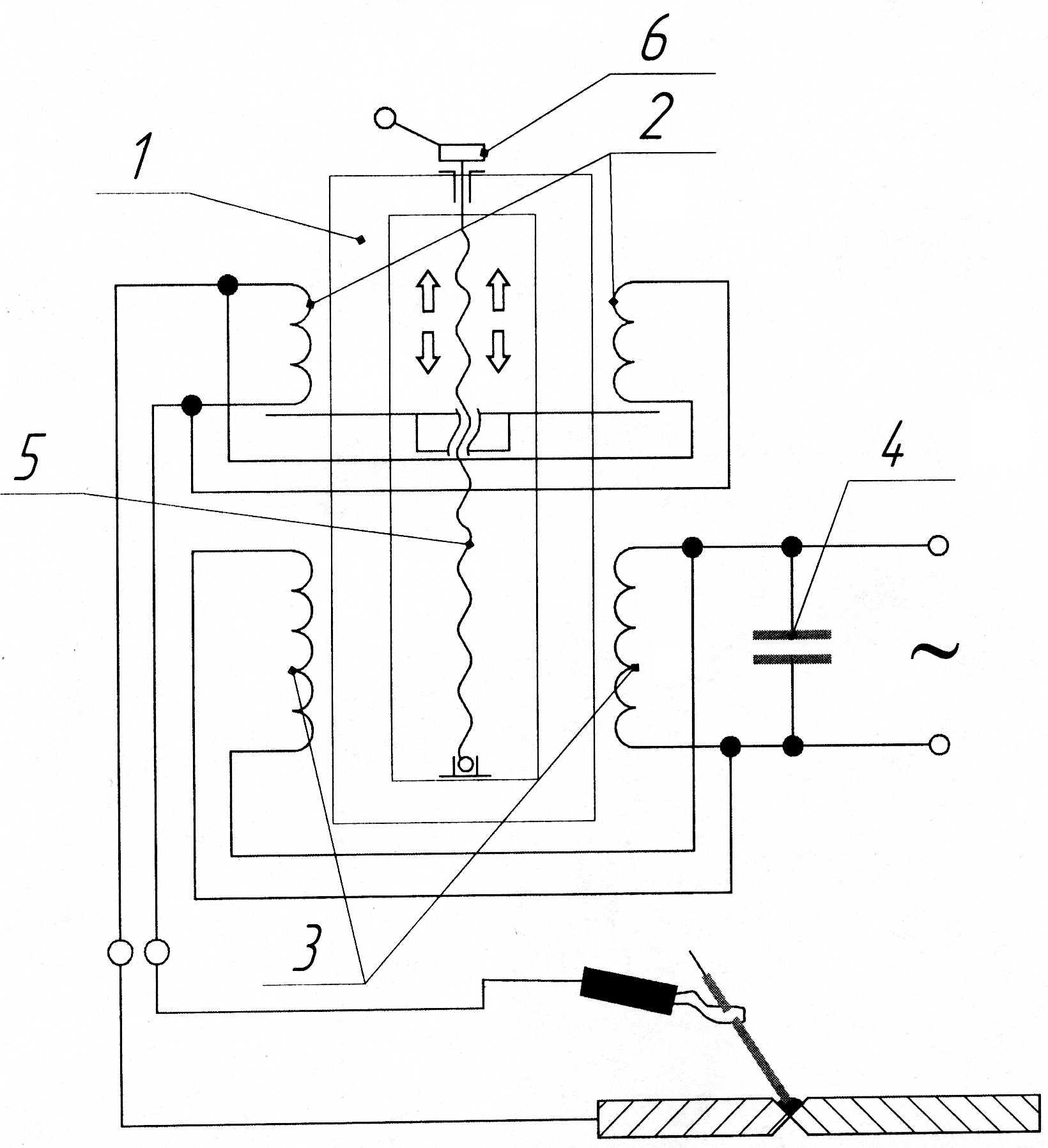 Сварка импульсом исключает такую беду.
Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Блок: 7/9 | Кол-во символов: 1453
Источник: https://tutsvarka.ru/vidy/impulsnaya-svarka
Количество использованных доноров: 5
Информация по каждому донору:
- https://svarkaprosto.ru/tehnologii/impulsnaya-svarka: использовано 3 блоков из 6, кол-во символов 3744 (16%)
- https://ProFazu.ru/elektrooborudovanie/samodelki-oborud/svarochnyj-apparat-svoimi-rukami.html: использовано 4 блоков из 7, кол-во символов 4321 (19%)
- https://prosvarku.info/tehnika-svarki/impulsnaya-svarka-svoimi-rukami: использовано 5 блоков из 7, кол-во символов 4710 (21%)
- https://tutsvarka.
 ru/vidy/impulsnaya-svarka: использовано 5 блоков из 9, кол-во символов 7748 (34%)
ru/vidy/impulsnaya-svarka: использовано 5 блоков из 9, кол-во символов 7748 (34%) - https://SdelaySam-SvoimiRukami.ru/3852-prostoy-apparat-dlya-tochechnoy-svarki.html: использовано 3 блоков из 4, кол-во символов 2293 (10%)
Taidacent 100 / 40A LCD Цифровой DIY Двойной Импульсный Контроллер Точечной Сварки для Батареи Сварщик Плата Контроллера Трансформатора Контроллер Точечной Сварки (40A) —
Модель: 40A
Использование
1. Сварка для проявки самодельной или простой аккумуляторной сваркой.
2. Сварка отдельной батареи или аккумуляторной батареи.
Функция
1. Можно настроить сохранение последней операции, модуль двойного импульсного триггера, отключение любого набора времени триггера, вы можете изменить двойной импульс на один импульсный триггер.
2. Основная плата и панель управления дисплеем разделены, а внешний корпус может быть легко собран.
3. Многогрупповые данные 12864 визуальный дисплей, интуитивно понятное управление, удобная настройка параметров с помощью одного кодировщика может сделать работу простой и быстрой.
Многогрупповые данные 12864 визуальный дисплей, интуитивно понятное управление, удобная настройка параметров с помощью одного кодировщика может сделать работу простой и быстрой.
4. С компенсацией напряжения сети выход компенсации может быть автоматически отрегулирован в соответствии с изменением источника питания, а электрическое напряжение около 1 секунды может отображаться при срабатывании триггера, так что эффективная теплота сварки соответствует сварке. параметры, а точка сварки однородна.
5. С функцией подсчета сварок 0-9999, с 5 группами параметров хранения образцов, можно сохранять даже при отключенном электропитании, количество сварок можно увидеть с первого взгляда.
6. Ввод времени 0-99 циклов (1 цикл составляет 20 мс, например, значение настройки 50, что соответствует времени сварки 1 секунда.), Время остановки между 2 сварками составляет 0-99 циклов (1 цикл составляет 20 мсек. , например, значение интервала 50, это интервал в 1 секунду.) настраивается. Сила сварки 30% -99% регулируется.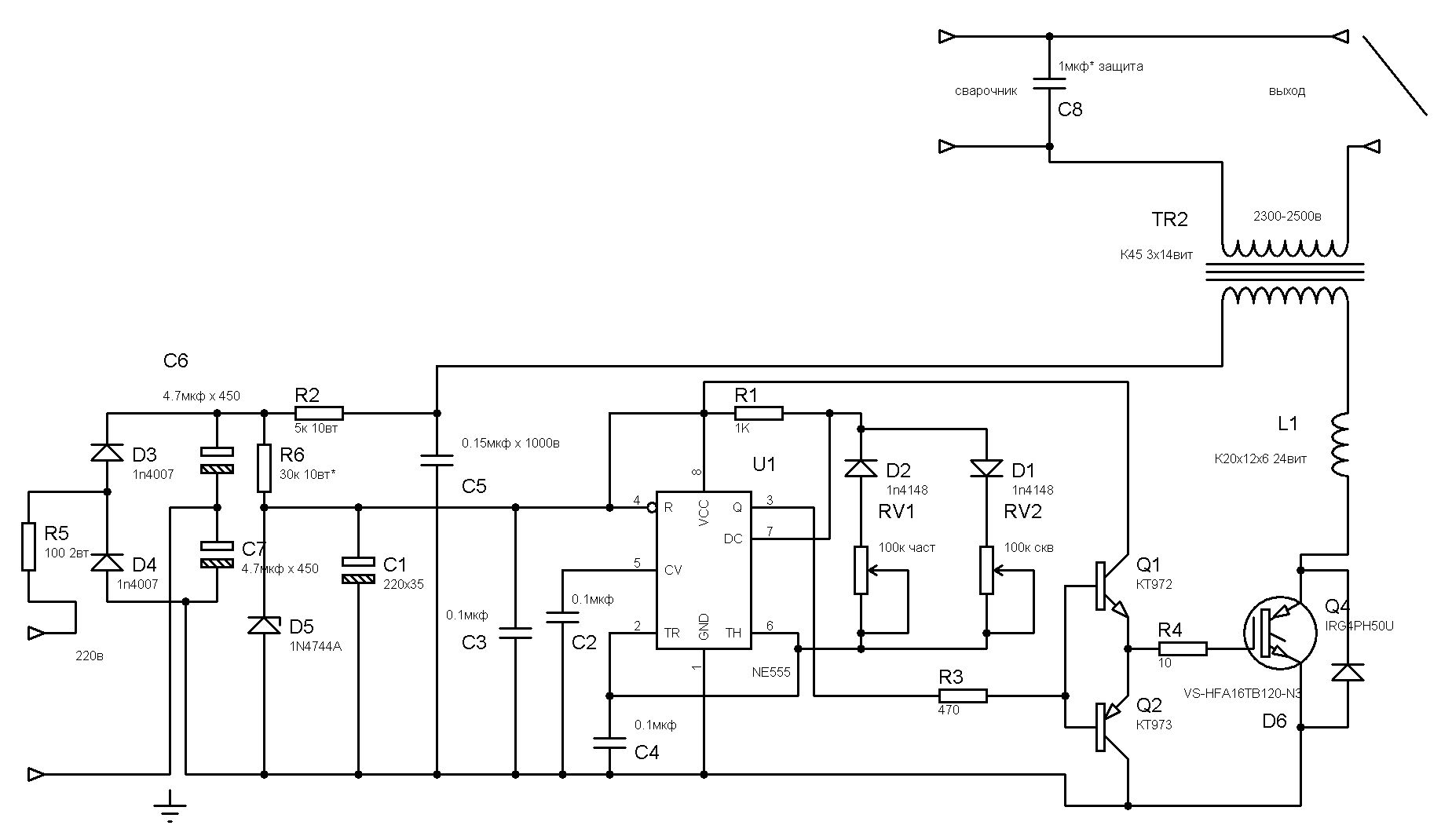
7.Модуль может изолировать сильное и слабое электричество с помощью оптической связи и спроектировать надежную схему для обнаружения перехода через ноль и обнаружения напряжения для обеспечения точного фазового сдвига кремниевого управляющего выпрямителя (SCR), который может быть совместим с двунаправленным кремнием 40A-100A. управляющий выпрямитель (SCR).
8. Входная мощность 9–12 В переменного тока (при использовании трансформаторов переменного тока, например, постоянного тока, может произойти сбой при обнаружении перехода через ноль, срабатывание невозможно.)
9. Вход питания и внешний триггер имеют удобный и быстрый вывод без сварки, внешний триггер можно разнообразить.
ИМПУЛЬСНАЯ ДУГОВАЯ СВАРКА: СТРАНИЦА 1: ИМПУЛЬСНАЯ ДУГОВАЯ СВАРКА
Я также разработал электронную плату с двумя схемами управления реле с широтно-импульсной модуляцией для управления двумя соленоидами. На этой плате есть микропроцессор, который определяет, когда электрод касается заготовки, чтобы активировать аргоновый соленоид и отвести электрод назад.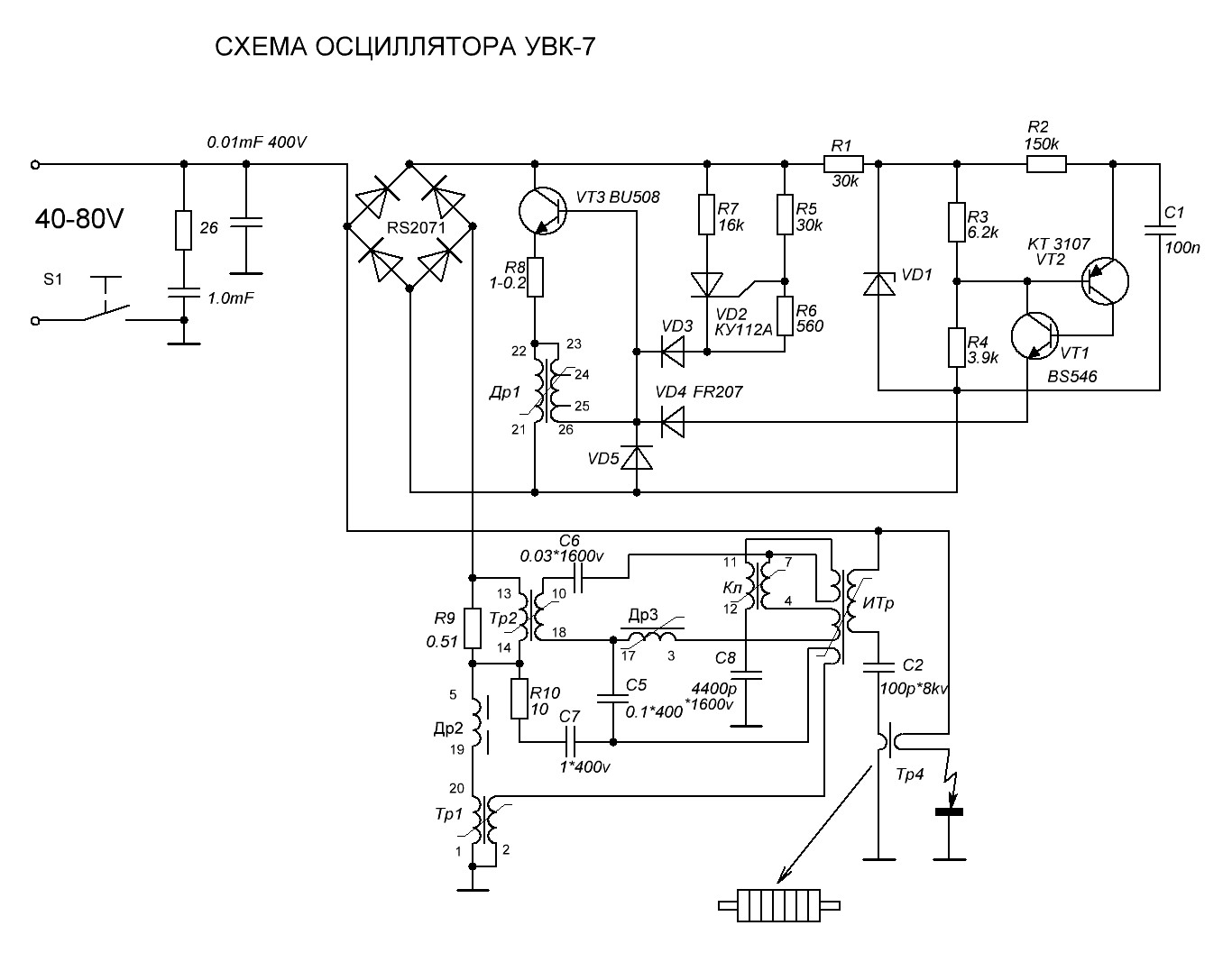
Я слышу, как все спрашивают, зачем нужна схема драйвера реле и зачем вам нужен процессор для питания этих соленоидов? Почему ты не можешь просто сделать это с помощью переключателя?
Схема драйвера широтно-импульсного реле предназначена только для ограничения тока, а также для экономии денег на больших радиаторах и компонентах, которые нагреваются и перегорают и т. Д.Эта схема отлично работает и обязательно будет использована в окончательном дизайне. Более подробное объяснение того, как работает схема, можно найти в моем другом блоге ЗДЕСЬ и ЗДЕСЬ
Однако соленоид очень медленный. Мы говорим «ИМПУЛЬСНАЯ ДУГА», а под импульсом я подразумеваю: включение электромагнита, ожидание накопления магнитной силы, отведение электрода от заготовки, запуск импульса, создание дуги и зажигание плазменного пламени, все в пределах от 0,1 тысячи секунды (MIN) до 40 тысяч секунд (MAX).
Очевидно, что переключатель здесь не сработает, нам нужен быстрый процессор, который будет вычислять сопротивление между электродом и заготовкой, когда она удаляется, а затем подает импульс в нужный момент, иначе электрод пригорит до основания.
 заготовка, загрязняющая и разрушающая сварной шов.
заготовка, загрязняющая и разрушающая сварной шов. Вот прототип платы драйвера микропроцессорного реле (схема выше), которую я буду использовать для подачи питания на газообразный аргон и электродный соленоид. Процессор рассчитает точный момент срабатывания МОП-транзисторов, которые воспламенит контролируемое плазменное пламя.Я включил мигающий светодиод (светодиод 3), чтобы указать, работает ли процессор, для устранения неполадок.
Последние две недели я потратил на сборку небольшой платы mosfet для зажигания самого большого из семи конденсаторов. Я также заменил некоторые из компонентов на плате выше для новых напряжений, которые будет использовать этот сварщик, и заказал конденсатор из Китая, который НЕ СЮРПРИЗОМ на 35% меньше заявленного. Я заметил, что один из читателей этого блога уже сказал, что надеется, что этот проект не займет столько же времени, как мой проект разряда конденсатора.Думаю, он имел в виду хорошее и пытался сказать, что действительно заинтересован в этом проекте и очень спешит начать им пользоваться.
Проектирование и создание чего-то подобного требует много времени и денег. Я работаю над бюджетом и стараюсь выделить время для этого проекта между работой и семьей, поэтому проявите терпение.
Я работал над ПО в эти выходные и
Процессор выполняет вычисления, пока электрод удаляется, и выдает очень повторяемый и точный импульс 5 В (желтый график 1 В / блок по вертикали) с силой около 14 мкс, прежде чем электрод полностью отсоединится от заготовки. Этот импульс зажигает плазменное пламя и настраивается программно.
Любое пожертвование ускорит этот проект и будет очень признательно, спасибо.
ДОПОЛНИТЕЛЬНО ………….
8 лучших сварочных аппаратов для домашнего использования (MIG, TIG и Stick)
0Последнее обновление: 20 мая 2021 г.
Было сказано, что полдела — найти правильный инструмент для работы. Если вы когда-нибудь сталкивались с разочарованием из-за плохо работающего сварщика или сварщика, не подходящего для ваших нужд, то вы, вероятно, почувствуете, что в этом утверждении есть доля правды.
Какую толщину металла может обрабатывать ваш сварщик? У вас есть подключения на 220 В или вам нужен сварщик, который работает от стандартной розетки на 110 В? Потребуется ли вам прокладывать новый провод с выключателем с большей силой тока, чтобы удовлетворить потребности вашего нового сварщика в мощности? Сколько это будет стоить? Если вы начинаете немного потеть, не надо! Мы упростили обычно сложный процесс выбора нового сварщика. В наших обзорах сравниваются эти важные функции для каждого из восьми лучших сварщиков, доступных прямо сейчас.
Наши фавориты на 2021 год По сравнению:
8 лучших сварщиков для домашнего использования:
1. Hobart Handler 140 — Лучший домашний сварочный аппарат MIG
При силе тока 140 А это самый мощный сварочный аппарат MIG, который можно подключить к стандартной электрической розетке. Если вы не хотите делать серьезную электрическую хирургию в своем доме, резко повышая стоимость вашего хобби сварщика, то этот сварщик, вероятно, ваш лучший выбор. Благодаря пяти различным уровням выбора напряжения и диапазону скорости подачи проволоки 40-700 дюймов в минуту, Hobart 500559 обладает всеми возможностями регулировки, необходимыми для получения идеального сварного шва.Сила тока может быть установлена в диапазоне 25–140, что позволяет полностью контролировать глубину сварного шва.
Этот сварочный аппарат, способный сваривать низкоуглеродистую сталь толщиной до ¼ дюйма, будет более чем подходящим для большинства любителей и энтузиастов. Пятилетняя ограниченная гарантия показывает, насколько Хобарт верит в свой продукт. Единственный недостаток этого сварочного аппарата — довольно большой вес. При весе 57 фунтов он по-прежнему портативный, но вы, вероятно, захотите обзавестись тележкой, если много занимаетесь сваркой на ходу. В целом, это по-прежнему один из лучших сварщиков-универсалов 2020 года.
Пятилетняя ограниченная гарантия показывает, насколько Хобарт верит в свой продукт. Единственный недостаток этого сварочного аппарата — довольно большой вес. При весе 57 фунтов он по-прежнему портативный, но вы, вероятно, захотите обзавестись тележкой, если много занимаетесь сваркой на ходу. В целом, это по-прежнему один из лучших сварщиков-универсалов 2020 года.
Плюсы
- Полностью регулируемая
- Включается в стандартную электрическую розетку
- Пятилетняя гарантия
- Сварка низкоуглеродистой стали толщиной до ¼ ”
Минусы
- Довольно тяжелый — 57 фунтов
2. AHP AlphaTIG — Лучший домашний сварочный аппарат TIG / Stick
Если вам нравится выполнять разноплановую группу проектов, то один тип сварщика может не удовлетворить ваши потребности.Конечно, наличие двух разных сварщиков может стать громоздким для перемещения и хранения. Вот где сияет AHP AlphaTIG 200X. Сочетание в одном устройстве сварки TIG и ручной сварки означает, что вам не нужно выбирать между ними.
Сочетание в одном устройстве сварки TIG и ручной сварки означает, что вам не нужно выбирать между ними.
Поскольку AlphaTIG может использовать электрическое напряжение 110 В и 220 В, он подходит для большинства магазинов. Он может сваривать алюминий толщиной до ¼ дюйма и сталь 3/8 дюйма, что делает этот универсальный сварочный аппарат достаточно гибким для любого проекта. Трехлетняя гарантия обеспечивает спокойствие, зная, что AHP поддерживает свою машину.Все это в совокупности делает его лучшим сварочным аппаратом TIG и Stick для домашнего использования. Единственным недостатком этой машины является то, что она весит целых 69 фунтов! Его перемещение может быть неудобным, если только вы не установите его на колесную тележку.
Плюсы
- Предлагает TIG и ручную сварку
- Сварка алюминия ¼ дюйма и низкоуглеродистой стали 3/8 дюйма
- Трехлетняя гарантия
- Может работать от сети 110 В и 220 В
3.
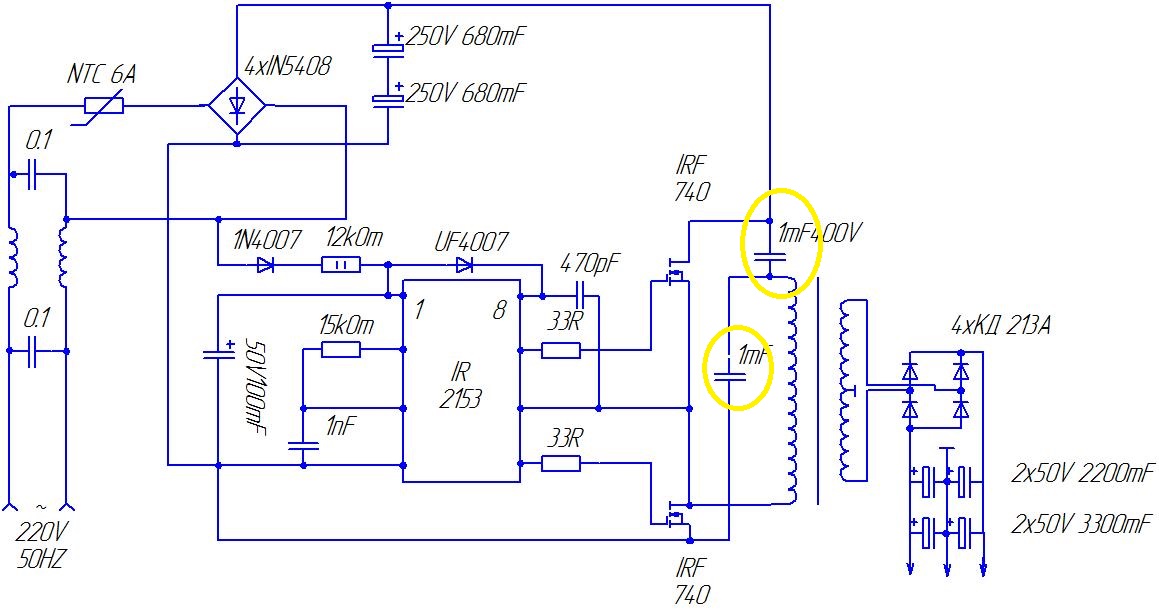 Сварщик Forney 261 MIG — лучшее соотношение цены и качества
Сварщик Forney 261 MIG — лучшее соотношение цены и качестваДля многих любителей сварки своими руками бюджет является одним из важнейших факторов при принятии решения о покупке инструмента.Если вы беспокоитесь о том, что после получения сварочного аппарата у вас останутся деньги на материалы для вашего проекта, то не ищите ничего, кроме Forney Easy Weld 261. Этот недорогой сварочный аппарат может легко обрабатывать низкоуглеродистую сталь толщиной до дюйма. Плавное регулирование напряжения и скорости подачи проволоки позволяет вам каждый раз выбирать идеальные настройки для каждого сварного шва.
Сварочный аппарат Forney подключается к стандартной розетке на 110 В. Он обеспечивает силу тока от 32 до 140. При весе всего 19 фунтов он чрезвычайно портативен, и вы без проблем можете использовать его в дороге.Кроме того, он занимает мало места, поэтому, когда он не используется, он не будет занимать ваше драгоценное рабочее пространство. Все это по доступной цене с годовой гарантией..gif.05114be580c2cdf03833a2c599495165.gif)
Плюсы
- Бесконечное регулирование напряжения и скорости подачи проволоки
- Включается в стандартную розетку
- Крошечный след
- Всего 19 фунтов
4. Lincoln Electric K2278-1 Домашний сварочный аппарат
Этот удобный маленький сварочный аппарат MIG достаточно мал, чтобы его можно было положить в шкаф.Однако при весе в 45 фунтов он намного тяжелее, чем можно было бы предположить из-за его небольшого размера. Он предназначен для подключения к стандартной домашней розетке.
Этот сварочный аппарат имеет выходной диапазон 35-88 ампер, что не так много, как у предыдущих моделей. По этой причине Lincoln Handy Core может сваривать только низкоуглеродистую сталь толщиной до 1/8 дюйма. Для мелкого хобби этого может быть достаточно. Если вы строите что-нибудь структурное, подумайте о подразделении с более высокими возможностями.
Плюсы
- По умеренной цене
- Очень маленький
- Работает от стандартной электрической сети 110 В
Минусы
- Только диапазон 35-88 ампер
- Можно сваривать только низкоуглеродистую сталь толщиной до 1/8 дюйма
- 45 фунтов тяжелее для своего размера
5.
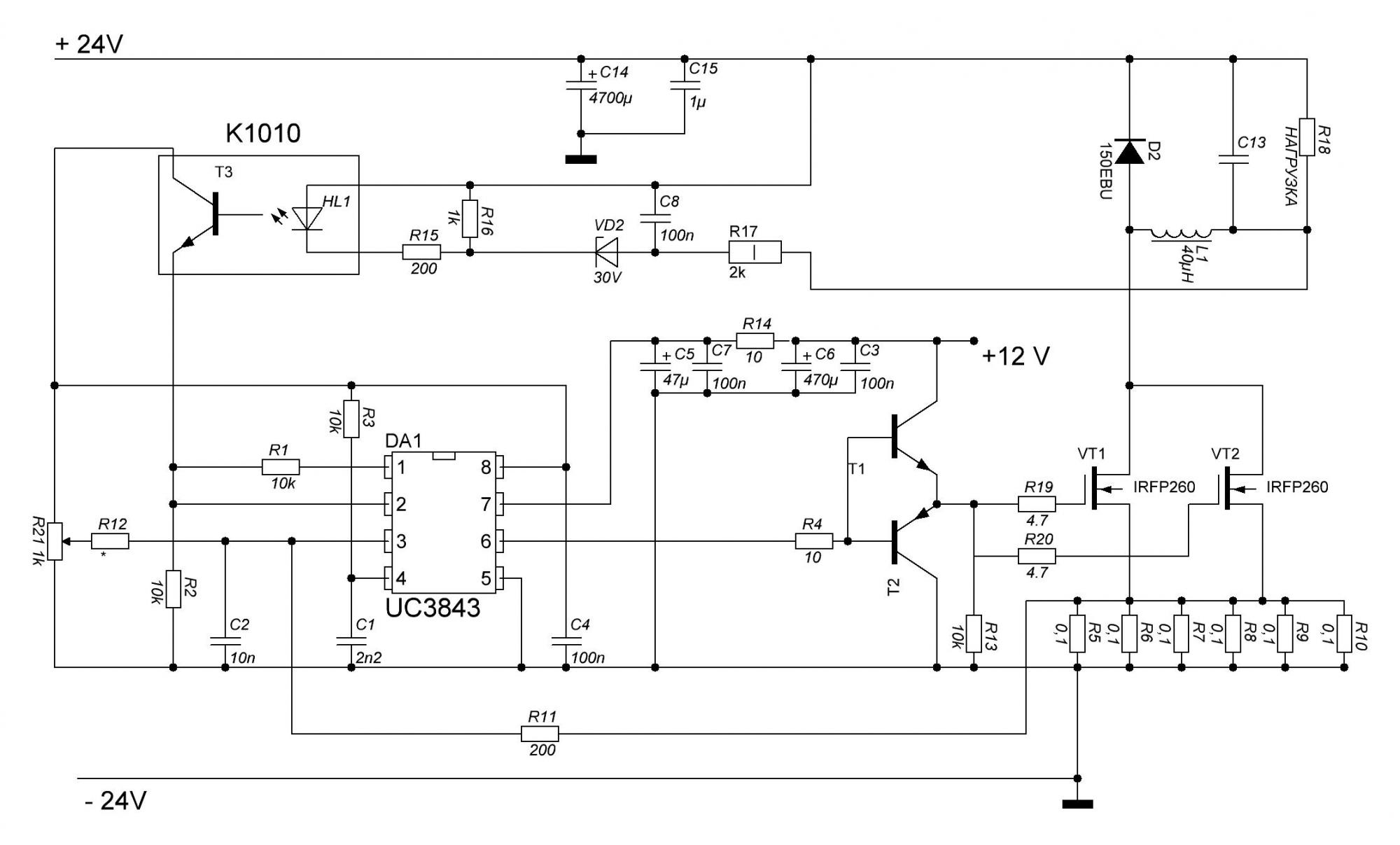 Lotos LTPDC2000D Аппарат для плазменной и аргонодуговой сварки
Lotos LTPDC2000D Аппарат для плазменной и аргонодуговой сваркиLotos сделал несколько уникальное предложение с LTPDC2000D. Это еще один комбинированный сварочный аппарат, сочетающий в себе сварку TIG и ручную сварку. Завершая набор, они также включили установку плазменной резки! Это три полезных инструмента, встроенных в одну портативную машину. Плазменный резак может выполнять чистый рез на металлах толщиной до ½ дюйма. Установки сварочного аппарата TIG и ручной сварки работают от 15-200 ампер. К сожалению, в этой модели нет ножной педали для сварки TIG, и она не поддерживает сварку алюминия TIG.
Несмотря на то, что он может работать от сети 110 В или 220 В, он не предназначен для работы в стандартной домашней цепи на 20 А. Вместо этого вам понадобится двойной прерыватель на 50 А и более толстые провода, чем те, которые, вероятно, сейчас в ваших стенах. Лучше всего питать его от сети 220 В, что под силу не всем. При весе 42 фунта он не самый тяжелый, но и не очень портативный.
Плюсы
- Сварка TIG и электродом в одном аппарате
- Плазменный резак
Минусы
- Требуется электрическое напряжение 220 В или 110 В с двойным выключателем на 50 А
- Алюминий нельзя сваривать TIG
- Без педали для сварки TIG
6.Перезагрузка Stick Welder
При весе всего 13 фунтов этот сварочный аппарат от Reboot является самым легким и портативным сварочным аппаратом в нашем списке. Входящий в комплект преобразователь позволяет использовать электрическое напряжение 110 или 220 В. Он способен производить до 120 А на 110 В и до 160 А на 220 В. К сожалению, известно, что преобразователь неисправен. Когда это произойдет, сварщик будет бежать всего несколько секунд, прежде чем умереть.
Одним из достоинств этого устройства является его умеренная цена.Однако качество сборки вполне соответствует ценнику. Этот продукт кажется немного дешевым, и иногда случались блоки DOA. Если вы хотите сэкономить, есть другие бюджетные предложения с большей надежностью.
Если вы хотите сэкономить, есть другие бюджетные предложения с большей надежностью.
Плюсы
- Очень легкий и портативный
- Дешевые
Минусы
- Плохое качество сборки
- Преобразователь мощности неисправен
7. Сварочный аппарат SUNGOLDPOWER MIG 150A
Если у вас очень скудный бюджет и вам просто нужна самая дешевая установка, которую вы можете найти, сварочный аппарат SUNGOLDPOWER MIG 150A может вам подойти.По одной из самых низких цен в нашем списке, этот сварочный аппарат включает даже сварочную проволоку и маску. Конечно, поговорка «вы получаете то, за что платите» абсолютно правдоподобна. Не ожидайте, что у этого сварщика будет функция plug-and-play, как у лучших сварщиков в этом списке.
Проблемы преследуют этот недорогой продукт. Несмотря на то, что он предназначен для работы от розетки на 110 В, вам понадобится прерыватель на 40 или 50 А. Известно, что механизм подачи проволоки иногда выходит из строя, отказываясь подавать электрод. Очевидно, это затрудняет использование машины.
Очевидно, это затрудняет использование машины.
Минусы
- Требуется выключатель на 40 или 50 А
- Механизм подачи проволоки часто ломается
8. Goplus MIG130 Сварочный аппарат для домашнего использования
Этот сварочный аппарат MIG от Goplus отличается невысокой ценой, и вы это узнаете, даже не видя бирки. Поставляется в комплекте с маской, проволокой и щеткой в качестве стартового набора для начинающих сварщиков. Вы можете выбрать одну из четырех скоростей сварки и 10 уровней скорости подачи проволоки. При весе 35 фунтов он довольно портативный, и вам не понадобится тележка, чтобы передвигаться.
Несмотря на то, что он рекламируется как сварочный аппарат MIG, на самом деле это сварочный аппарат с флюсовой проволокой и не предлагает настоящую сварку MIG. Это также подразделение, подверженное проблемам. Скорость подачи проволоки нестабильна, поэтому получить чистый валик очень сложно. Когда вы только начинаете, это только усложнит обучение сварке.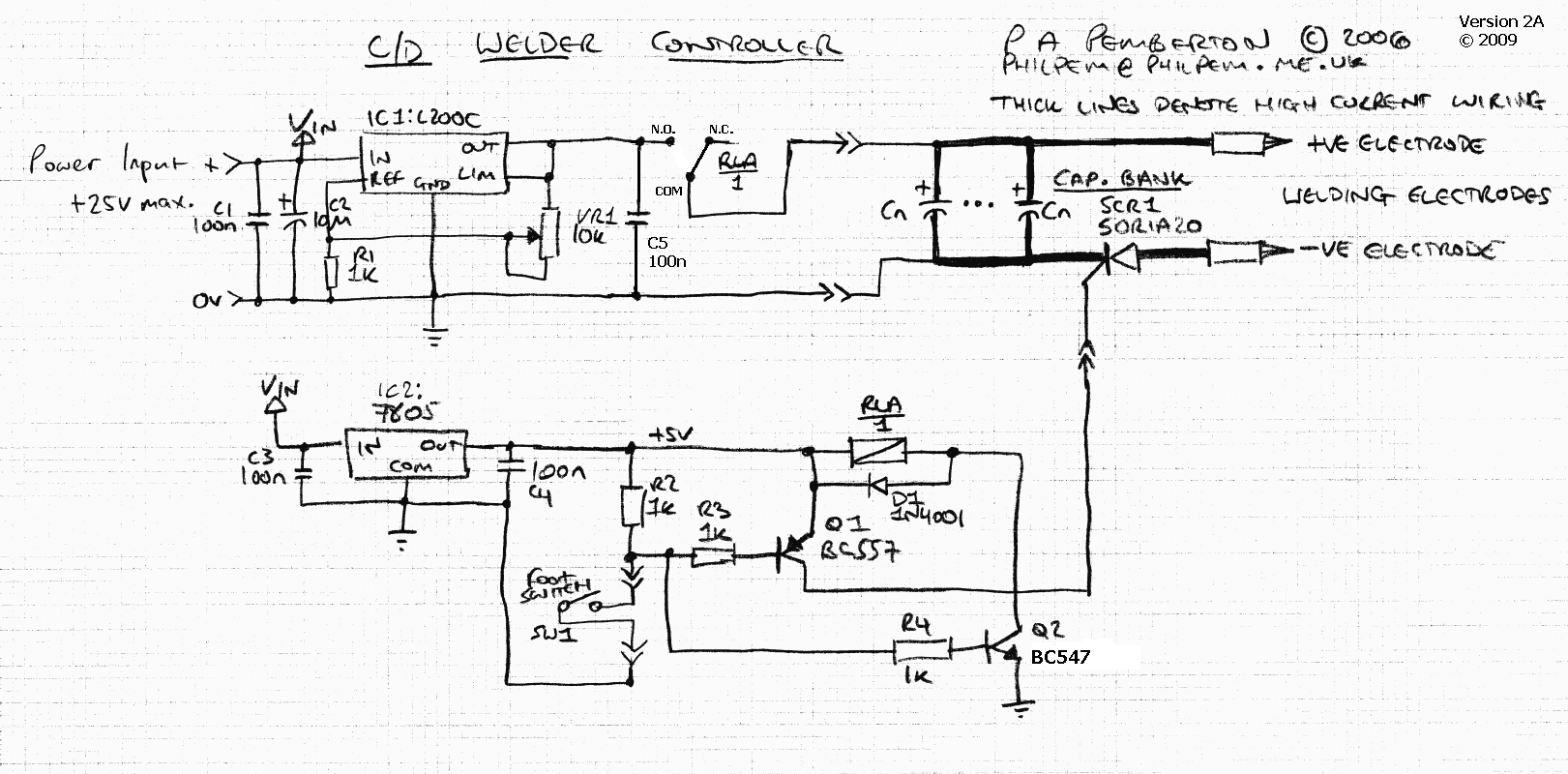 Этот продукт часто приходит сломанным, а гарантия составляет всего три месяца. В целом машина особого доверия не вызывает. По цене доступны лучшие варианты.
Этот продукт часто приходит сломанным, а гарантия составляет всего три месяца. В целом машина особого доверия не вызывает. По цене доступны лучшие варианты.
Минусы
- Не настоящий сварщик MIG
- Часто приходит сломанный
- Нестабильная скорость подачи проволоки
- Трехмесячная гарантия
Руководство покупателя: на что следует обратить внимание
Прочитав наши обзоры, вы, вероятно, задаетесь вопросом, что делает одного сварщика лучше другого. Давайте посмотрим на общие особенности сварщиков, которые следует учитывать перед покупкой.
Тип сварщика
Сварочный аппарат
При сварке штангой электрододержатель переносится вручную.Сварочный аппарат также подключен к основному металлу. Когда ваш электрод соприкасается с основным металлом, между ними протекает электричество, создавая дугу.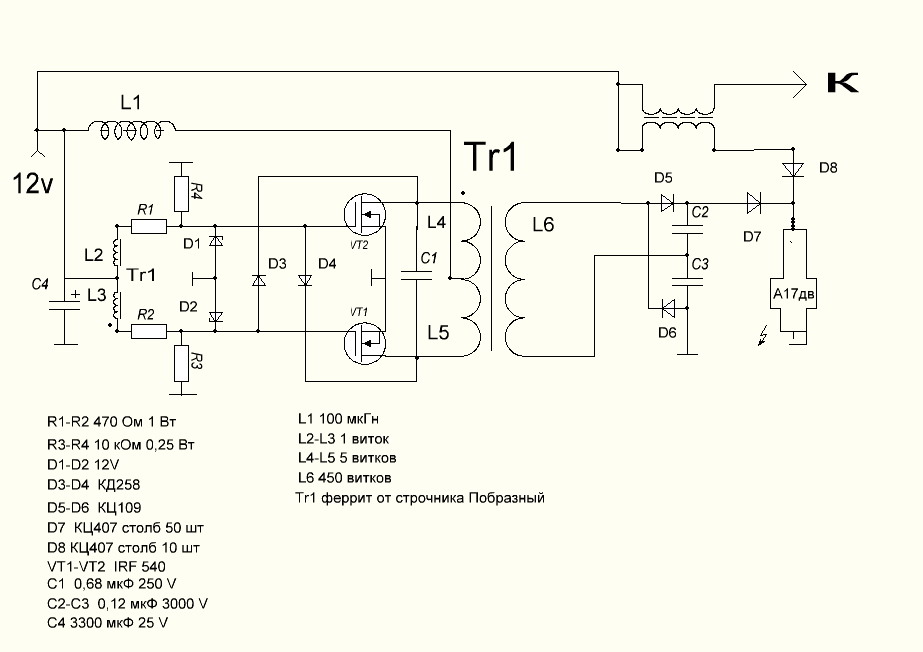
Сварные швы, полученные сваркой штучной сваркой, не самые красивые. Очень много брызг, и они потребуют очистки. Кроме того, это более сложный для изучения вид сварки, поэтому ваши сварные швы будут еще менее привлекательными во время длительного обучения. Он хорош для сварки снаружи и на грязных поверхностях, но не подходит для тонких металлов.
Сварщик MIG
Сварщик MIG выдвигает проволочный электрод при нажатии на спусковой крючок. Электричество проходит между этой проволокой и основным металлом, который вы свариваете, создавая дугу, плавящую проволоку. При плавлении проволока становится присадочным металлом, который соединяется с основным металлом, образуя высокопрочный сварной шов.
Сварка МИГ — это самый простой в освоении вид сварки. Он обеспечивает чистые сварные швы без шлака и требует гораздо меньшей очистки. Его можно использовать для обработки металлов различной толщины, в зависимости от силы тока вашей машины.Сварка MIG хорошо работает в помещении и является отличным выбором при сварке в гараже.
Сварщик TIG
Сварка TIG — это более сложный вид сварки, который чаще всего используется для очень тонких металлов. Электрод изготовлен из неплавящегося вольфрама и экранирован соплом защитного газа. Может использоваться с присадочными прутками разной толщины из разных металлов. Его также можно использовать без присадочного стержня, если ваши поверхности соприкасаются с достаточно чистыми краями, этот процесс называется сплавлением.
Этот вид сварки обеспечивает максимальную управляемость, но при этом является наиболее сложным. Ваша нога должна контролировать нагрев, одна рука должна управлять стержнем присадочного металла, а другая рука должна управлять электродом, чтобы произвести сварку. Хотя эту сварку сложно освоить и она медленнее, чем другие методы сварки, сварка TIG позволяет получать сварные швы высочайшего качества с такой же высокой прочностью. Это также позволяет лучше контролировать сварной шов, делая сварочные швы TIG более эстетичными.
Блок питания
Представьте, что вы купили своего нового сварочного аппарата и рады, что доставили его домой и начали ломать! Но когда вы открываете коробку, вы разочаровываетесь, увидев, что для нее требуется вилка 220 В, и вам некуда ее подключить.Или, может быть, у него есть вилка на 110 В, но он продолжает отключать ваш выключатель каждый раз, когда вы его используете! Почему это происходит? Он может быть разработан для работы от выключателя с гораздо большей силой тока, чем обычно используется в домах.
В вашем доме, вероятно, есть выключатели на 15 и 20 ампер для питания розеток. Некоторые сварочные аппараты, хотя и рассчитаны на напряжение 110 В, предназначены для работы от сети на 50 или даже 60 А. Если ваш дом в настоящее время не оборудован для этого, для работы вашего нового сварочного аппарата потребуется проточный провод и добавлен выключатель с большей силой тока.Подумайте об этом заранее, чтобы избежать замешательства, головной боли и разочарования в будущем.
Сила тока
Сила электрического тока, производимого сварщиком, измеряется в амперах. Скорость плавления и глубина проплавления сварного шва контролируются силой тока. Чем выше сила тока, тем глубже сварной шов заполнится большим количеством материала. При сварке с меньшей силой тока будет использоваться меньше материала и достигается только неглубокий провар.
Напряжение
Напряжение — это в основном электрическое давление.В основном это влияет на то, как видимая часть сварного шва формируется сверху, и не оказывает большого влияния на глубину. Сварные швы низкого напряжения образуют более высокие и тонкие швы. Сварные швы под высоким напряжением будут шире и ровнее с более гладкими краями. Подбор правильного напряжения для вашего материала будет иметь решающее значение для получения красивого и качественного сварного шва.
Заключение
Прочитав руководство для покупателя, вы точно знаете, что искать в сварочном аппарате. Вы видели наши обзоры восьми лучших сварщиков для домашнего использования и знаете, какие функции важны для вас.
Hobart 500559 — наш лучший выбор как лучший домашний сварочный аппарат MIG. Его можно подключать к стандартной домашней розетке на 20 А и обеспечивает отличную регулировку для идеальной сварки. Он также надежен, на что Хобарт предоставляет пятилетнюю гарантию.
Во втором месте AHP AlphaTIG 200X предлагает как сварку TIG, так и ручную сварку. Он способен сваривать низкоуглеродистую сталь толщиной до 3/8 дюйма и может работать от электросети 110 или 220 В. Добавьте к этому трехлетнюю гарантию, и станет очевидным, почему мы выбрали ее как лучшего сварщика TIG и Stick.
Наконец, по лучшей цене Forney Easy Weld 261 занимает третье место. Скромная цена, неограниченное управление напряжением и скоростью подачи проволоки, а также возможность подключения к обычной розетке делают этот крошечный 19-фунтовый сварочный аппарат лучшим соотношением цены и качества.
Вы получили информацию, теперь пора выбрать инструмент и начать зажигать искры!
Связанные страницы:
Могу ли я получить удар током во время сварки? — Руководство по сварке для начинающих
Да сварку можно шокировать!
Фактически, бюро статистики труда за 2000 год показывает 50 смертельных случаев только в результате несчастных случаев, связанных со сварочными работами.Однако в эти цифры не входят сварщики на приусадебных участках, работающие над собственными проектами. Поэтому число, скорее всего, выше.
Иногда бывает легкий шок, но случается редко. Еще реже случается травматический или смертельный электрошок. Но наша цель — убедиться, что вы никогда не испытаете никакого шока!
Электричество — мощный источник энергии. Для выполнения работ при сварке используется управляемая электрическая цепь. Фактически, это электрическая дуга, возникающая в промежутке, генерирующем тепло.
Это тепло, генерируемое между электродом или проволокой и основным металлом, плавит вместе основные металлы и присадочный металл. Это объединяет их все в один материал. И как только ванна с расплавленным металлом остынет, у вас будет готовый сварной шов.
Какова вероятность получения удара при сварке?
Электричество всегда течет по пути наименьшего сопротивления. Если вы сухой и стоите на сухой поверхности, ваше тело будет иметь большее сопротивление электрическому потоку, чем металлы, с которыми вы работаете.
Другими словами, электричество встречает меньшее сопротивление при протекании через основные металлы и обратно через заземляющий кабель, чем при протекании через вас. Однако, если вы единственный кабелепровод, соединяющий электрическую цепь, вы, вероятно, получите удар током.
Так что да, во время сварки можно получить электрошок. Особенно, если вы, ваши перчатки, одежда, пол или металл, который вы пытаетесь сваривать, влажные или мокрые. Избегайте сварки под дождем или снегом.
Всегда проверяйте, нет ли источников воды или жидкостей, которые могут случайно попасть на вас во время сварки.И убедитесь, что вы носите сухие сварочные перчатки и одежду.
Даже пот тела может увеличить вероятность получения электрошока. Вода не обязательно является отличным проводником электричества, но имеет гораздо меньшее сопротивление, чем вы.
Мокрая одежда, перчатки или пол значительно увеличивают вероятность поражения электрическим током, поскольку вода может проводить электричество через вашу одежду прямо к вам.
Кроме того, во избежание поражения электрическим током никогда не касайтесь электрода, металлических частей электрододержателя или любого оголенного провода, соединяющего электрододержатель с машиной.
Также избегайте сварки, стоя на металлических полах, таких как решетки или строительные леса. Немедленно замените поврежденные держатели электродов.
Сварочные провода
Чтобы еще больше снизить вероятность поражения электрическим током, перед каждой работой проверяйте оба провода от точки, где они выходят из машины, до соответствующих концов. Замените провода при первых признаках износа, трещин или отсутствия изоляции.
Всегда заменяйте сварочные рукоятки, держатели электродов и зажимы заземляющих проводов при первых признаках повреждения.
Отличная родственная статья — «Основы защитного снаряжения для начинающих». Обязательно ознакомьтесь с основными средствами индивидуальной защиты, нажав здесь.
Сам сварочный аппарат
Выполнение ремонта сварочного аппарата или даже замена катушек с проволокой на сварочном аппарате MIG потенциально может привести к более высокому напряжению и току, чем при сварке. Крайне важно не просто выключить машину, а полностью отключить ее от сети.
Отключение от сети — единственный способ убедиться, что внутри самого устройства нет электричества.Выключение переключателя отключает питание только на проводах. Когда машина все еще подключена к электросети, всегда следует считать, что она находится под напряжением.
Внутри сварочного аппарата всегда будет переменный или переменный ток.
Всегда отключайте сварочный аппарат MIG от сети перед открытием дверцы доступа к катушкам, чтобы изменить катушки или полярность. Если вы меняете катушку, следуйте инструкциям для вашего устройства, чтобы правильно пропустить проволоку через механизм подачи проволоки.
Затем закройте дверцу доступа перед включением сварочного аппарата.Нажимайте на спусковой крючок, пока новая проволока не пройдет через наконечник сварочной рукоятки.
Если вы только что перешли с флюсовой проволоки на проволоку MIG, например, вам может потребоваться изменить полярность внутри сварочного аппарата. Опять же, отключите сварочный аппарат перед тем, как открыть дверцу доступа, и следуйте инструкциям для вашего конкретного аппарата.
Как всегда, после изменения полярности закройте дверцу доступа перед повторным подключением машины.
Обязательно размещайте сварочный аппарат в безопасном и сухом месте.Включите сварочный аппарат в электрическую цепь с установленным выключателем подходящего размера для нагрузки. Часто проверяйте вилку и шнур питания на предмет износа или разрезов изоляции, которые могут обнажать оголенные провода.
Сварка переменным или постоянным током, еще одна опасность?
Вообще говоря, сварка на постоянном токе может быть безопаснее, чем сварка на переменном токе. В случае шока вероятность остановки вашего сердца постоянным током не так велика, как переменным током, из-за быстрого переключения полярности переменного тока, вызывающего фибрилляцию сердца.
Достаточно 50 миллиампер, чтобы вызвать смерть. При шоковом воздействии переменного тока ваши мышцы сокращаются, в результате чего переменный ток с большей вероятностью не позволит вам отпустить источник электричества, если вы в это время сжимаете его.
Даже если это не приведет к смерти напрямую, шок может привести к падению. В зависимости от того, где вы находитесь и где вы находитесь в данный момент, само падение может быть опасным или смертельным. Другие потенциальные травмы от электрошока включают ожоги и повреждение нервов.
Что делать в случае электрошока?
Повреждения, вызванные электрическими ожогами, могут быть серьезными. Однако серьезность не всегда очевидна. Сразу после отключения питания обратитесь к персоналу скорой медицинской помощи.
Необходимая первая помощь может состоять из сердечно-легочной реанимации, лечения шоковых и промывных ожогов чистой водой перед наложением чистой повязки.
Итак, сколько людей фактически получают травмы каждый год?
Смертельный исход от поражения электрическим током при сварке — редкость.Бюро статистики труда сообщило о менее чем 50 смертельных случаях от всех причин среди всех рабочих-металлистов в 2000 году. Лично я несколько раз был шокирован.
Однажды во время сварки на улице снег и талый снег покрыли все, включая меня. Мне повезло, это был легкий шок, но он привлек мое внимание. Достаточно, чтобы я позволил всему высохнуть на несколько дней, прежде чем снова приступить к работе над проектом.
Итак, наслаждайтесь обучением сварке. Это может быть очень полезно и безопасно. Просто следуйте нескольким основным правилам.И никогда не забывайте, как и при любой работе, связанной с инструментами и оборудованием, травма — это всего лишь одно действие, если вы не соблюдаете элементарные меры безопасности.
Чтобы увидеть больше избранных статей, нажмите здесь!
Чтобы просмотреть наше Рекомендуемое оборудование, щелкните здесь!
Женись на металле сегодня же!
TIG против сварки MIG — что мне подходит?
Сварка в среде инертного газа (MIG) и сварка в среде инертного газа вольфрама (TIG) — это два уникальных процесса сварки, использующих разные методы, которые дают разные результаты.Важно знать, что требуется для каждого типа сварки и какой из них лучше подходит для ваших нужд.
Мы хотим помочь вам понять, какой вид сварки лучше всего подходит для вас. В Fairlawn Tool, Inc. мы стремимся предоставлять решения, отвечающие вашим потребностям. Сравнение плюсов и минусов сварки TIG и MIG поможет вам принять обоснованное решение о том, какой тип вам следует выбрать.
Сварка TIG и сварка MIG
ГорелкиTIG и MIG создают электрическую дугу между материалом и электродом во время сварки.При этом металл плавится, и присадочный материал может соединиться с ним. Оба процесса сварки требуют чистых и прозрачных поверхностей для достижения наилучших результатов. Убедитесь, что вы смахнули щеткой всю грязь или мусор перед началом сварки.
Оба метода сварки нагревают металлы до жидкого состояния. Затем они используют присадочный материал для соединения металлов. Итак, как эти две техники по-разному влияют на этот процесс?
При сваркеTIG используется вольфрамовый электрод, который пропускает ток через металлы, которые вы хотите соединить.После того, как электрод нагреет металлы и они станут жидкими, сварщик вручную окунет присадочный материал в лужу, и две детали начнут соединяться.
Сварка TIG требует использования обеих рук, поскольку горелка и присадочный материал отделены друг от друга. Однако для успешной сварки TIG не требуется присадочный материал. Сварщики TIG также имеют ножную педаль для управления количеством электричества, которое подается на горелку. Некоторые сварочные швы в процессе дуговой сварки образуют брызги. Сварка TIG не оставляет брызг и обеспечивает более чистую поверхность.
СваркаMIG включает подачу металлической проволоки, соединенной с электродом, который объединяет ваш проект. Эта проволока пропускает присадочный материал через горелку к расплавленному металлу. MIG использует сварку коротким замыканием. Когда образуется сварочная лужа, инертный газ выходит из пистолета и защищает лужу от других элементов в атмосфере. В результате инертный газ действует как экран, позволяющий сваривать металлы.
Сегодня процесс MIG более распространен, чем сварка TIG. Сварку MIG легче освоить и она намного быстрее.
Выбирая, какой из двух сварочных процессов выбрать, вы можете увидеть, что у них есть свои сходства и различия. В следующем разделе мы более подробно рассмотрим, чем они отличаются. Для будущих сварочных работ вы можете предпочесть одно другому.
В чем разница между методами сварки TIG и MIG?
TIG и MIG — это разные виды сварки, которые имеют ситуативные преимущества и недостатки. Чтобы найти лучший для вас способ, посмотрите на цели вашего проекта и на то, что вам нужно сделать для достижения этого конечного продукта.Учитывайте свой опыт в сварке, с какими материалами вы работаете, сколько времени у вас есть на проект и ваш бюджет.
Некоторые различия между сваркой TIG и MIG включают:
- Техника: Основное различие между этими методами заключается в используемой технике. Сварка TIG требует, чтобы сварщик одной рукой подавал на сварной шов отдельный присадочный материал, а другой работал с горелкой. При сварке MIG проволочный электрод непрерывно подается через катушку для создания сварного шва.
- Сложность: При сварке TIG нужно держать сварочную горелку в одной руке, а присадочный материал — в другой, что затрудняет работу неопытных пользователей. Метод непрерывной подачи проволоки MIG делает его более простым в обращении, чем TIG.
- Толщина объекта: MIG может сваривать более толстые металлы быстрее, чем TIG. Если металл, который вы используете, тонкий, лучшим вариантом может стать TIG.
- Виды металлов: Сварка МИГ большинства типов металлов.Вы можете использовать алюминий, нержавеющую сталь и низкоуглеродистую сталь. Сварка TIG также совместима с этими металлами, но лучше работает с материалами более тонкой толщины.
- Скорость: TIG — более медленный метод, но обеспечивает более высокий уровень детализации. MIG — это более быстрый метод сварки, что делает его идеальным для проектов, требующих более высокой производительности.
- Размер проекта: Размер вашего проекта может определить, какую форму сварки выбрать. Сварные швы TIG лучше подходят для тонких металлов и небольших проектов, потому что они обеспечивают точные и чистые сварные швы.Сварные швы MIG хорошо подходят для больших проектов с толстыми металлами, которые требуют более длительных непрерывных циклов.
- Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов в обеих руках. MIG обычно легче контролировать, и он лучше подходит для начинающих.
- Стоимость: TIG — более дорогой метод, чем сварка MIG.
- Внешний вид: Сварку TIG многие любят за ее чистую и красивую поверхность. Этот вид сварки часто используется в художественных и декоративных целях из-за привлекательного внешнего вида.
- Оборудование: Оборудование тоже сделано иначе. Сварные швы TIG и MIG имеют уникальную конструкцию и компоненты, которые подходят для их конкретных задач.
Компоненты сварки TIG и MIG
Основное различие между этими двумя формами дуговой сварки заключается в используемом оборудовании. Поскольку они оба подходят к сварке разными методами, оборудование должно быть разным, чтобы приспособиться к этим изменениям. В следующих разделах будут показаны различные компоненты, используемые при сварке TIG и MIG.
Компоненты для сварки TIG
Вот основные компоненты сварки TIG:
- Питание: Источник может быть переменного или постоянного тока. У некоторых сварщиков есть переключатель для выбора предпочтительного электрического тока. Источник питания переменного тока лучше работает с металлом, например, с алюминием. Источник питания постоянного тока дает сильную дугу, но заготовку следует предварительно очистить, чтобы газовая защита работала.
- Горелка: Горелки для сварки TIG могут иметь самые разные конструкции. У некоторых может быть переключатель включения / выключения и управление на ручке, или педаль может управлять этими командами.
- Ножная педаль: Управляет подачей электричества на резак. Когда вы сильнее нажимаете на педаль, количество электричества увеличивается, и дуга становится горячее. Это ускоряет процесс сварки, но вам нужно знать, как справиться с дополнительным нагревом и скоростью.
- Электрод и газовая защита: Угол наконечника электрода формирует дугу, которая образует сварочную ванну. В перерывах между сварками нужно следить за тем, чтобы он был в хорошем состоянии. Соплу горелки необходима газовая линза для потока газа, чтобы защитить дугу и сварочную ванну.Форсунки бывают разных размеров, чтобы обеспечить различное газовое покрытие. Обычно это аргон.
- Присадочный материал: Присадочные стержни бывают разных материалов и размеров. Стержень должен соответствовать материалу, который вы свариваете, а толщина материала определяет размер присадочного стержня.
- Опорные стержни: Они помогают охладить зону сварки быстрее, чем если бы вы дали ей остыть самостоятельно. Вы зажимаете подкладные стержни к задней части свариваемой детали. Несущий стержень может быть изготовлен из меди или алюминия для отвода тепла.Также доступны опорные стержни с водяным охлаждением, в которых холодная вода циркулирует через стержень для ускорения процесса охлаждения.
Компоненты для сварки MIG
ДляMIG-сварка и TIG-сварка используют разное оборудование для достижения схожих целей. В следующем списке описаны компоненты для сварки MIG:
- Питание: Источником обычно является постоянный ток с постоянным напряжением.
- Проволока: Система подачи проволоки должна работать плавно, чтобы ваша сварка была равномерной.Системы подачи включают прижимные ролики, пушпульные и катушечные.
- Электрод: В зависимости от вашего проекта вам потребуется подобрать правильный диаметр и состав для сварки MIG.
- Горелка: Сварочная горелка подает газ, который защищает дугу и сварочную ванну и передает сварочный ток на проволоку. Горелки могут иметь воздушное или водяное охлаждение. Горелки с воздушным охлаждением обычно дешевле и легче, чем резаки с водяным охлаждением. Они используют проходящий газ для охлаждения сопла.Они подходят для более легких сварочных работ. Пистолеты с водяным охлаждением предпочтительны, когда сварщик использует большой ток и выполняет тяжелые работы.
- Трубопровод: Кабель должен быть коротким и прямым, чтобы подача могла происходить без проблем.
- Присадочный металл: Он проводит электрический ток для плавления электрода, но также усиливает то, что вы сварили.
- Защита от газа: Газ, защищающий сварочную ванну и дугу, обычно состоит из аргона и двуокиси углерода.
Каковы плюсы и минусы сварки TIG и MIG?
Помня о своем проекте, примите во внимание плюсы и минусы сварки TIG и MIG.
Возможно, вы склоняетесь к определенному типу сварочной техники, но знание преимуществ и недостатков поможет вам принять более осознанное решение о том, что поможет вам достичь своей цели и выполнить лучшую сварочную работу для вашего проекта.
Профи для сварки TIG
Вот некоторые из преимуществ сварки TIG, которые могут подойти для вашего следующего проекта:
- Точность: Сварка TIG более точна и имеет более высокое общее качество, чем сварка MIG.
- Более чистый процесс: Процесс TIG чище и лучше для окружающей среды.
- Нет необходимости в присадке: Сварка TIG не требует присадочного материала.
- Большой контроль: Используемая педаль позволяет ножной педали регулировать тепловложение.
- Минимальные затраты на техническое обслуживание: При сварке MIG сварочный электрод расходует сварочный электрод, но это не относится к сварке TIG. Электроды не нуждаются в таком уходе, хотя их нужно чистить между использованиями.
Сварка TIG Cons
СваркаTIG — отличный вариант для определенных сценариев, но перед выбором следует учесть некоторые факторы. Вот несколько общих соображений при сварке TIG:
- Расходы: Стоимость сварки TIG выше, чем сварка MIG, поскольку это более медленный процесс и низкая скорость наплавки. Скорость наплавки измеряется в фунтах в час наплавки при определенном сварочном токе.
- Необходимость чистой поверхности: Сварочную поверхность необходимо тщательно очистить перед использованием этого метода.
- Большая сложность: Сварка TIG требует более опытного оператора, поскольку сварочные швы сложнее выполнять.
- Больше времени: Этот метод требует больше времени на подготовку и процесс сварки.
Профи для сварки MIG
Многие сварщики могут найти MIG как лучший вариант для своих нужд. Изучите следующий список профессионалов, чтобы убедиться, что этот процесс сварки соответствует вашим требованиям:
- Более короткое время: MIG создает сварные швы за более короткое время.
- Меньше затрат: этот процесс не так дорог, как сварка TIG, а необходимое оборудование более доступно.
- Точность: при сварке MIG легче получить точное соединение.
- Более чистый процесс: этот метод позволяет получить чистый сварной шов, требующий минимального обслуживания после сварки.
Сварка MIG Cons
Когда дело доходит до сварочных процессов, вы всегда найдете как плюсы, так и минусы. Вот некоторые аспекты сварки MIG, которые вы должны учитывать, прежде чем выбирать ее для своих сварочных проектов:
- Более низкая прочность: MIG обычно не такой прочный, как сварка TIG.
- Меньшая надежность: Надежность этого метода сварки может быть проблематичной из-за таких факторов, как пониженная стабильность дуги и обратное выгорание проволоки.
- Опасности: Сварка MIG может привести к образованию сильного дыма и дыма и, возможно, к искрам.
- Ржавчина: Этот метод может вызвать образование отложений ржавчины.
- Требуемая толщина: При работе с тонкими материалами сварка MIG может потенциально прожечь металл.
- Экологические ограничения: Этот метод трудно использовать на открытом воздухе из-за присутствия газов.
- Требования к различным материалам: MIG может сваривать многие металлы, но каждый из них имеет особые требования к проволоке и газам.
Когда мне следует использовать сварку TIG и MIG?
Использование сварки TIG и MIG может стать важным отличием вашего проекта, который выведет его на новый уровень. Вы можете значительно сократить время и усилия, затрачиваемые на его изготовление, а также улучшить качество и долговечность конечного продукта.
Знание типов проектов, для которых подходят сварочные швы TIG и MIG, может помочь вам решить, какой тип сварного шва вам следует использовать в своих собственных усилиях.
Применение для сварки TIG
Если у вашего проекта есть определенные потребности или характеристики, лучшим выбором может быть сварка TIG. Вот некоторые из лучших примеров и приложений, чтобы выбрать его для вашего следующего сварочного проекта:
- Вы свариваете более тонкие металлы: Если в вашем проекте используется более тонкий металл или металл меньшего размера, то лучше всего подойдет сварка TIG. Лучше для точных сварных швов, которые сделают ваш проект отличным и не требуют очистки.
- У вас хорошая зрительно-моторная координация и вы прошли практику: Сварка TIG — это трехэтапный процесс, при котором вам необходимо иметь сильную координацию рук и ног.Это тонкая техника, требующая практики и терпения. Педаль позволяет более точно контролировать температуру.
- Вы работаете с легкодоступными углами: Хотя сварщикам нравится использовать ножную педаль для сварки TIG, этот метод может не работать, когда вы пытаетесь сваривать небольшие участки под нечетными углами. Для этого подумайте об использовании кончика пальца, чтобы вы могли получить эти углы и правильно сварить их.
- Вы свариваете подходящие металлы: TIG может работать со многими видами металлов, такими как алюминий и медь, но не с чугуном.
- Вы свариваете короткие тиражи: Короткие технические швы лучше всего подходят для сварки TIG. Более длинные пробеги могут быть сложнее и дороже.
- Вы беретесь за деликатный или художественный проект: Если ваш проект представляет собой что-то вроде ящика для инструментов или раковины, TIG — лучший вариант. TIG также лучше всего работает с произведениями искусства, такими как декоративные конструкции и автомобильные проекты. Когда имеет значение окончательный внешний вид вашего проекта, вы можете выбрать сварку TIG.
Применение для сварки MIG
Для успеха вашего проекта могут потребоваться уникальные возможности сварки MIG.Рассмотрите возможность выбора сварки MIG, если ваш проект включает следующие сценарии и требования:
- Вы свариваете более толстые или большие куски металла: Если в вашем проекте используются более толстые и большие куски металла, для которых потребуется много сварочных работ, MIG — это вариант для вас. Наполнитель, который непрерывно подается на катушку, соединит ваши части вместе, чтобы получить конечный продукт, который вы хотите. Этот вид сварки может потребовать некоторой шлифовки или сглаживания после процесса сварки.
- Вам нужен более плавный процесс с меньшим количеством дефектов: Непрерывный характер MIG снижает вероятность неисправности, поскольку вам не нужно беспокоиться о повторном запуске и остановке.
- Вы работаете под сложными углами или вам нужна свободная рука для большего контроля: сварочные швы MIG имеют триггеры, которые контролируют работу и позволяют свободной руке прихватывать или удерживать материалы определенным образом, чтобы они могли сваривать правильно.
- Вам нужно сваривать более длинные серии: сварочные швы MIG могут выдерживать более длительные производственные циклы, потому что ими легче управлять, и они работают быстрее, чем сварочные швы TIG.
- Вы новичок в сварке: сварка MIG лучше подходит для более крупных проектов, поскольку с ней проще работать и с ней можно выполнять более длинные сварные швы.
Безопасность при сварке
Независимо от выбранного вами процесса сварки, вы должны быть в безопасности. Независимо от того, доверяете ли вы профессионалу, который занимается этим 30 лет, или впервые занимаетесь сваркой, меры безопасности должны быть вашим главным приоритетом. Все сварщики должны носить защитное снаряжение для предотвращения серьезных травм.
Вот обзор того, в какую защиту вам следует инвестировать, а также почему это важно:
- Лицо: Сварочная маска защитит ваши глаза и лицо от излучения, искр, яркого света и ожогов, которые могут возникнуть в результате сварки. Если вы видите открытую кожу на части головы или шеи, наденьте огнестойкий чехол под шлем.
- Глаза: Во время сварки нельзя носить контактные линзы. Контактные линзы могут собирать частицы пыли и химикаты из воздуха и вызывать раздражение глаз.
- Уши: Надевайте наушники, чтобы предотвратить потерю слуха из-за шума сварки. Если вы носите беруши, убедитесь, что они огнестойкие.
- Легкие: При сварке выделяется много дыма и оксидов, вдыхание которых опасно. Респиратор сохранит здоровье легких.
- Кожа: Прикрывайте открытые участки кожи огнеупорной одеждой. Обязательно закрывайте карманы и снимайте наручники с брюк, потому что они могут собирать искры. Брюки должны закрывать голенище ботинок, чтобы искры не попали в них и не повредили ногу или ступню.
- Руки и ноги: Надевайте изолированные огнестойкие перчатки и резиновую обувь, чтобы защитить себя от поражения электрическим током или ожогов. Перчатки должны полностью закрывать предплечья.
Кроме того, убедитесь, что сварной шов наклонен таким образом, чтобы образовавшиеся искры брызнули от вас. Перед сваркой снимите все украшения и убедитесь, что одежда не из синтетических материалов. Они легко воспламеняются, а это значит, что вы подвергаете себя ненужному риску ожога.
Сделайте инструмент Fairlawn вашим профессионалом в области сварки TIG и MIG
Компания Fairlawn Tool, Inc. гордится тем, что поставляет вам все материалы, необходимые для успеха. Мы предоставим вам непревзойденный опыт в сварке и других услугах по обработке металла для таких отраслей, как сельское хозяйство, телекоммуникации, строительство и др.
Если вашей компании требуются средние и крупные заказы на сварку для выполнения вашего проекта, мы — решение для вас. Мы предоставляем качественный сервис с беспрецедентными результатами.Наши сварочные услуги и возможности обязательно удовлетворят ваши потребности. Начни проект своей мечты прямо сейчас! Позвоните нам, чтобы узнать больше или назначить консультацию для вашего следующего проекта.
Последнее обновление 2 апреля 2021 г.
11 советов по совершенствованию навыков сварки MIG
Применение любого из этих советов на практике может улучшить качество и долговечность сварного шва.
1. Чистота, чистота, чистота
Самым серьезным недостатком сварного шва MIG является пористость.Наиболее частая причина пористости — сварка грязной, маслянистой, окрашенной поверхности. Все эти загрязнения попадают в сварной шов, что приводит к образованию отверстий, напоминающих губку. «Фермеры слишком часто не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает в себя шлифовку или удаление краски, ржавчины, грязи и других загрязнений с поверхности, а также полное шлифование трещин, зачастую за пределами видимых сразу».
2. Получите отличную почву
Коллиер считает это наиболее частым отказом при сварке MIG.«Вашему сварщику все равно, если у вас плохая земля. Он все равно продолжает откачивать сварочную проволоку, независимо от того, издает ли пистолет или заикается », — объясняет он.
Карл Хуз из Lincoln Electric говорит, что сварочная дуга требует плавного прохождения электричества через полную электрическую цепь. Сварочный ток будет искать путь наименьшего сопротивления. Таким образом, если не позаботиться о том, чтобы заземление для сварки находилось близко к дуге, ток может найти другой путь. Надежно прикрепите зажим к голому металлу как можно ближе к дуге.
3. Держите вылет коротким
Как правило, выдерживайте расстояние, на котором выступает проволока от конца контактного наконечника пистолета, в пределах от 1/4 до 3–8 дюймов. «Этот простой совет может оказать наибольшее влияние на сварку MIG», — говорит Джоди Коллиер.
4. Используйте обе руки
«По возможности используйте обе руки», — призывает Коллиер. «Удерживайте изгиб шейки пистолета одной рукой, а другой рукой держите деталь со спусковым крючком. Не сомневайтесь, когда дело доходит до того, чтобы ваша опорная рука была близко к сварному шву.Приобретите жаропрочные тяжелые сварочные перчатки, если они вам понадобятся ».
5. Слушайте своего сварщика
Во время сварки музыка для ваших ушей должна быть ровным гудением. «Постоянное шипение может указывать на слишком высокую настройку напряжения», — отмечает Лейснер. «Громкий скрипучий звук может указывать на слишком низкое напряжение. Треск, похожий на звук выстрела пулемета, указывает на слишком высокую настройку силы тока », — добавляет он.
6. Держите дугу вверх
«Для лучшего проплавления держите дугу на переднем крае сварочной ванны», — говорит Коллиер.
Исключением из этого правила будет сварка тонкого листового металла. В этом случае держите дугу дальше в луже, чтобы предотвратить прожог.
7. Совместите приводные ролики, гильзу кабеля пистолета, контактный наконечник с размером провода
Удивительно, но это базовое совпадение часто игнорируется. Если вы пытаетесь пропустить проволоку диаметром 0,030 через рулон 0,035, вы обнаружите, что постоянно меняете скорость подачи и никогда не получаете правильную настройку, поскольку канавки на рулонах слишком большие.Тот же совет относится к вкладышу кабеля пистолета и размеру контактного наконечника.
8. Тяни или толкай
Наиболее распространенный метод — подтолкнуть пистолет к направлению сварки (метод переднего хода). При сварке спереди получается неглубокий проплав с плоской, широкой и гладкой поверхностью.
Второй подход возникает, когда вы перетаскиваете пистолет (метод наотмашь). В результате получается сварной шов с глубоким проплавлением, узкий и высокий по центру.
Итак, какой метод вы должны использовать? Это зависит от толщины свариваемого металла и от того, насколько глубоко вам нужно проплавить сварной шов.
9. Наблюдайте за сваркой вне позиции
Если вы выполняете сварку вертикально, горизонтально или над головой, «держите сварочную ванну небольшой для лучшего контроля сварных швов, и используйте проволоку наименьшего диаметра, который вы можете», — говорит Лейснер.
10. Обильно замените контактные наконечники
«Контактные подсказки дешевы», — говорит Коллиер. «Держите рюкзак в своем ящике для инструментов и часто меняйте его». Изношенные контактные наконечники обычно имеют овальную форму, что приводит к неустойчивой дуге. Кроме того, если наконечник попадает в расплавленную сварочную ванну, его следует немедленно заменить.Для большинства случайных сварщиков хорошее практическое правило обеспечения высококачественной сварки — это замена наконечника после израсходования 100 фунтов проволоки.
11. Прочтите свою бусину
«Вы можете многому научиться, посмотрев на готовый сварной шов», — говорит Лейснер.
Выпуклая форма или волнистый валик часто указывает на то, что ваша установка слишком холодная для толщины ремонта, и вырабатывается недостаточно тепла, чтобы проникнуть в основной металл. Вогнутый валик указывает на проблему с подводом тепла.
Самодельный аппарат для дуговой сварки — блог Dan’s Workshop
Создайте свой собственный аппарат для дуговой сварки! Многие из вас так терпеливо ждали прибытия этих ПОДРОБНЫХ ПЛАНОВ , что вы можете приобрести и загрузить (4,6 МБ pdf!) За небольшую плату.
Вы получаете 90 страниц высококачественных цветных иллюстраций, фотографий, заметок по строительству
и всех часто задаваемых вопросов в удобном для печати формате PDF. И НАМНОГО больше
информации, чем в бесплатной (читай: скинни) версии.
Поскольку я очень предан своим читателям, исходная HTML-версия моего
чертежей самодельного сварщика все еще здесь.Это никуда не денется. Итак, вы,
, можете просмотреть (как всегда: бесплатную) фотогалерею этого проекта
ниже.
Он построен из использованных трансформаторов для микроволновых печей. Твердотельный модуль SCR
обеспечивает регулировку мощности, в отличие от обычных сварочных аппаратов AC
, которые просто переключают многоотводный трансформатор.
Обновление за июнь 2013 г .: вот хорошая ссылка, объясняющая, как работают SCR:
http://www.allaboutcircuits.com/vol_3/chpt_7/5.html
(я обнаружил, что когда искал, как использовать 4 больших «хоккейных пук» SCR для изготовления выпрямительного моста)
Вот
фото.Как видите, разделов три. Нижняя секция
, которая является основанием шкафа, содержит 8 трансформаторов. (Видны четыре
.) В центральной части находятся охлаждающие вентиляторы, органы управления питанием
и большая часть проводки. В верхней части находится лоток для инструментов и ручка для переноски
. (Я говорю «ручка для переноски» немного осторожно; этот зверь
весит 140 фунтов!) Прокрутите вниз, чтобы увидеть схему и примечания к дизайну!
Создайте свой собственный аппарат для дуговой сварки!
Щелкните изображение, чтобы увеличить его.Это то, что хотели увидеть большинство из вас,
, поэтому я поместил это изображение здесь, вверху страницы
. Он также включен ниже на странице, где есть более
информации по каждому компоненту. Обратите внимание, что эта схема не является абсолютной
. Допуски полупроводников и катушек индуктивности достаточно различаются, поэтому вам придется поэкспериментировать со значениями и конфигурациями, чтобы заставить его работать в
в вашей собственной уникальной ситуации.
Зачем создавать собственный сварочный аппарат?
С технологиями, доступными практически каждому, есть
увеличивающихся возможностей для домашнего любителя.Скорее всего, вы читаете это руководство для
, либо зная о возможности легко найти детали, встроенные в
в простые конструкции, либо с желанием узнать о нем больше. Это то, о чем
это руководство; Моя цель — рассказать об этих проектах и позволить вам, как читателю, создавать полезные инструменты и получать выгоду не только от их использования, но и благодаря знаниям и опыту, полученным при фактическом планировании, сборке
и завершении такого проекта.
Факты о самодельной технике
Есть несколько важных фактов о самодельных инструментах.Вы не всегда можете сэкономить
, создавая собственное оборудование. Изготовление собственных инструментов может занять очень много времени. А самодельная техника не всегда лучше, чем
купленных в магазине.
Вот и обратная сторона этих фактов. У большинства из
нас больше времени, чем денег. Если мы сможем найти источники для дешевых или бесплатных запчастей
, мы сможем сэкономить много денег, а время будет единственной другой статьей расходов.
Кроме того, некоторые самодельные инструменты даже не доступны в магазине, или
может иметь удобные функции, которых нет у их купленных в магазине аналогов.
Люди строят собственное торговое оборудование по разным причинам, и на некоторые из них я уже намекал:
Им нравится строить вещи
Они хотят улучшить дизайн.
Им нужен инструмент, который не может найти другого пути.
Им нужен инструмент для создания другого инструмента.
Они хотят сэкономить.
Изучение аппарата дуговой сварки
Чтобы воспользоваться преимуществами этого руководства, вам не нужно знать, как выполнять сварку. Даже если
вы знаете все о сварке, то, что находится внутри сварщика, — это совсем другая история.Прежде чем вы сможете успешно построить аппарат для дуговой сварки, вам необходимо
понять, как он работает и какие компоненты используют.
Сварочный аппарат
— это источник питания высокого напряжения и низкого напряжения. Есть два типа
: постоянный ток и постоянное напряжение. Сварочный аппарат
предназначен для работы с постоянным током. Устройства подачи проволоки имеют постоянное напряжение
. Сварщики обычно используют трансформаторы для снижения напряжения
и повышения силы тока до уровней, пригодных для сварки. Сварочные аппараты TIG и другие типы
используют специальные высокочастотные источники питания, которые выходят за рамки данного руководства.
Трансформаторы
с многослойным стальным сердечником обладают постоянной характеристикой тока, что делает их
идеальными для сварки. Внутри практически любого сварочного аппарата находится трансформатор
, который состоит из трех основных частей: первичной обмотки, вторичной обмотки
и многослойного железного сердечника. Обмотки медные.
Первичные обмотки подключаются к линейному напряжению, а в сварочных аппаратах это
, как правило, 240 вольт. Вторичные обмотки питают дугу и намного тяжелее на
медных обмоток.Обмотки намотаны на железный сердечник. В
нет электрического соединения между первичной и вторичной обмотками
. Электроэнергия передается магнитным способом через железный сердечник
.
Блок питания для сварки
также должен изменять мощность дуги. Есть несколько способов добиться этого. Один из способов
— иметь увеличивающееся количество ответвлений вдоль вторичных обмоток
, чтобы от них потреблялось различное количество энергии. Другой способ — сконфигурировать трансформатор
таким образом, чтобы первичная обмотка могла перемещаться к
от вторичной или дальше от нее, передавая больший или меньший магнитный поток на вторичную обмотку
.Другой — изменить ширину импульса линейного тока
первичной обмотки. Сварщик в этом руководстве использует контроллер типа
с шириной импульса.
Электрическая принципиальная схема соединений
Модификации сварочного аппарата
Сварщик можно собрать любым способом по вашему выбору. Гораздо проще было бы включать и выключать различные комбинации трансформаторов
для получения различных настроек нагрева
. Или вы можете удалить концевые блоки двух трансформаторов, поставить их встык
и настроить подвижный первичный контроллер.Причина, по которой я выбрал для этого руководства контроллер ширины импульса
, заключается в том, что он обеспечивает простую надежную конструкцию с небольшим количеством движущихся частей.
Маленький сварочный аппарат на 110 В, который я сделал для своего отца
Трансформатор и селектор тепла являются основными строительными блоками аппарата
для дуговой сварки. Однако есть ряд других компонентов поддержки
, которые необходимо упомянуть. Шкаф, в котором находится сварочный аппарат, должен быть
, чтобы не допускать попадания сварочной пыли.Этот шкаф в сборе должен включать охлаждающий вентилятор
, чтобы обеспечить достаточный воздушный поток для охлаждения компонентов. Зажим заземления
и электрододержатель (часто не входят в комплект при покупке сварочного аппарата
) также необходимы перед сваркой. И вам понадобится розетка
на 220 В для подключения сварочного аппарата, а также шнур и вилка на самом сварочном аппарате
.
Получение запчастей
Часть острых ощущений при создании аппарата для дуговой сварки
вызывает модификацию компонентов, из которых состоит источник питания.Трансформаторы, охлаждающие вентиляторы
и детали шкафа взяты из старых микроволновых печей.
Я пошел к местным торговцам бытовой техникой и
магазинам обслуживания и сказал им, что я хочу делать, и они были счастливы отдать мне
свои микроволновые печи для утиля. Я также поместил объявление в газету, потому что
большинство розничных продавцов бытовой техники берут плату за приемку старого прибора
своих клиентов, и люди были рады принести мне свои микроволновые печи
, зная, что я не буду брать с них плату, чтобы принять его, и что он будет переработано
в самодельное торговое оборудование.
Однако одно слово из
предупреждения. Ваш двор или гараж завален
микроволновых печей, ожидающих разборки. Для завершения этого проекта вам понадобятся восемь больших трансформаторов
, а также микроволны
мощностью от 950 Вт и выше. Если вы размещаете рекламу в газете,
не сможет выбрать то, что вы получите, но не отчаивайтесь; у этих странных может быть
только подходящий трансформатор для вашего датчика легкого запуска или только подходящий вентилятор
для системы охлаждения.Я насчитал в общей сложности 22 печи, прежде чем мой сварочный аппарат
был готов. Возможно, мне не понадобилось бы такое количество, но у меня
было много хороших деталей и, вероятно, достаточно трансформаторов, чтобы построить еще один сварочный аппарат
. На момент написания этой статьи я раздумывал над идеей сварочного аппарата
меньшего размера, который мог бы работать от 120 В для более легких проектов.
Передняя и нижняя часть шкафа изготовлены из дерева. Детали, которые вам нужно будет купить
, перечислены ниже. Большинство этих деталей поступает из магазина оборудования
, за исключением модуля IRKT71 SCR.Вам нужно будет заказать
в компании-поставщике электроники. Я заказал свою в Newark
Electronics, но вы также можете найти эту часть в Digikey Electronics или
, вы можете найти другие источники на веб-сайте International Rectifier.
Доработка трансформаторов
Трансформаторы для микроволновых печей — это повышающие трансформаторы. Это означает, что
напряжение на вторичной обмотке выше, чем на первичной. В микроволновых печах
первичная обмотка принимает стандартный домашний ток, 120 вольт.
Вторичное напряжение обычно составляет 4000 вольт. Вторичная обмотка
должна быть снята, а на ее место должна быть установлена обмотка низкого напряжения. Новая вторичная обмотка
имеет типичное напряжение холостого хода 10 вольт. При нагрузке
при дуговой сварке это напряжение упадет до 2–4 вольт, а при
— до 250 ампер. Для новой вторичной обмотки
вы будете использовать одножильный провод №6. Многие люди спрашивают, сколько именно витков я поставил на этой новой вторичной обмотке
, и я всегда говорю, сколько вы можете уместить! Если вам нужно знать
, я получил от 12 до 15 витков на каждом трансформаторе.
Монтаж и подключение трансформаторов
Вот детали нижней панели аппарата для дуговой сварки, на котором установлены трансформаторы
. Поскольку не все трансформаторы аналогичны
, вам придется импровизировать там, где это необходимо. Установите трансформаторы
таким образом, чтобы можно было правильно и аккуратно подключить первичные и вторичные обмотки
. Вы даже можете нарисовать монтажные схемы на нижней плате
, чтобы упорядочить ее.
Сборка шкафа
Корпус для самодельного сварочного аппарата выполняет несколько функций.
Верхняя часть напоминает лоток и служит местом для хранения
электродов, сварочных перчаток, кабелей и зажимов, отбойных молотков и
других предметов, используемых при сварке. Ручка для переноски сделана из дюбеля 1 1/2
и позволяет определить вес машины.
Шкаф также служит шасси для трансформатора и других компонентов
.Вентиляторы охлаждения установлены на той же фанерной перегородке
, на которой построен контроллер. Трансформаторы устанавливаются на днище
, которое представляет собой короткий кусок сосны 2 × 12. Построить прочный шкаф
обязательно, потому что готовый сварочный аппарат будет весить около 120 фунтов.
Не экономьте здесь.
Вы можете покрасить шкаф в любую цветовую схему
по вашему желанию, но основная цель краски — защитить древесину
от влаги и растворителей. Это также придает машине
профессиональный вид, который подчеркнет ценность всех ваших усилий.
Маленький сварочный аппарат со снятой крышкой
Сборка контроллера Список деталей
C1: 600 пФ, 2 кВ, керамика
C2: 0,1 мф, 400 В, эпоксидная
C3:, 22 мф, 250 В, электролитическая
Q1: Модуль тиристора IRKT71
Q2: Симистор диммера лампы
BR1: RB152, 1A, мостовой выпрямитель
, диаметр R
D1: Trigger
: 1M линейный потенциометр
R2: 5k линейный потенциометр
Контроллер широтно-импульсного типа. Он работает, запитывая трансформаторы
короткими импульсами тока, средними выбросами или непрерывным током
, в зависимости от настройки на ручке переключателя нагрева, R1.Это
схема управления того же типа, что и в поворотных диммерах.
Вы можете использовать перфорированную плату с предварительно просверленными отверстиями, но я рекомендую собрать схему управления фазой
на розетке для экспериментатора. Это не намного дороже
, и если какой-то компонент сломается, вы можете легко подключить новый
, даже не прогревая паяльник. Перед подачей питания убедитесь в правильности подключения
и никогда не работайте с цепью
при включенном питании!
Для модуля SCR я сначала
использовал два SCR Teccor S6070W, подключенных по обратной параллельной цепи, как
, которое вы видите на схеме.Они оказались слишком легкими, и они
поджарились, когда я попытался сварить на полном огне прутком 5/32. После тщательного сравнения цен
в нескольких каталогах промышленной электроники я выбрал модуль SCR
International Rectifier IRKT71 Inta-pak. Насколько я помню, он стоил около
50 долларов. Я купил его через Newark Electronics. Ну
стоит своей цены. Он имел 3 больших винтовых зажима наверху и 4 меньших лопаточных разъема
на одном конце для схемы управления. Он содержит
двух тиристоров внутри и сконфигурирован с учетом схемы обратной параллели
.
Модуль SCR и радиатор в сборе должны быть сконфигурированы
для приема потока воздуха от одного из охлаждающих вентиляторов. Используйте смазку для радиатора
между модулем SCR и радиатором, чтобы обеспечить хороший теплопроводный контакт
. Эта сборка вообще не сильно нагревается
, и в том-то и дело. Тщательно выполните и проверьте подключения
к цепи управления фазой, датчику перегрева и переключателю только вентилятора
.
Схема легкого зажигания дуги не является обязательной.R2
контролирует чувствительность. Отрегулируйте его до наименее чувствительного значения
наименьшего нагрева. Таким образом, он наверняка будет работать при всех режимах нагрева. Он работает
, подавая полную мощность на электрод, пока вы не зажжете дугу. Этот
помогает предотвратить прилипание электрода к работе. Используйте для этого трансформатор на плате brain
из одной из печей и измените его на
следующим образом: Найдите и снимите катушку вторичной обмотки и пропустите через нее одну петлю
многожильного кабеля №6. Подключите первичную обмотку к
указанным соединениям на BR1.
Перевязка всех концов
В этой главе рассматриваются последние детали, необходимые для обеспечения работоспособности вашего сварочного аппарата.
Выполните окончательную разводку согласно схемам. Подключите сварочные кабели
и наденьте зажим заземления и электрододержатель. Установите шнур диапазона
и подключите его к главному выключателю питания и клеммной колодке трансформатора
. Присоедините ручку переключателя нагрева, и вы готовы подключить
к вашему новому дугосварочному аппарату.
Калибровку шкалы переключателя нагрева
можно выполнить любым способом, не важно знать точное значение
ампер, которое подходит для каждого сварочного процесса. Я откалибровал шахту
с напряжениями холостого хода, которые в квадрате примерно
пропорциональны сварочному току. Для этого установите вольтметр на шкалу
, подходящую для 80 вольт. Включите сварочный аппарат и отсоедините пусковое реле easy
. Поверните ручку переключателя нагрева на полную мощность и отметьте точку
на шкале.Затем поверните ручку обратно так, чтобы ваш вольтметр показал
70 вольт, и отметьте точку на циферблате. Поверните ручку обратно на 60 и отметьте
место. Повторите этот процесс с шагом 10 вольт. Или вы можете увеличить его на
с шагом 5 вольт. Если вы можете найти способ откалибровать циферблат
в амперах с помощью очень большого амперметра, вы, конечно, сможете это сделать.
Ускоренный курс по сварке
Если вы никогда раньше не занимались сваркой, рекомендую зайти в библиотеку
и ознакомиться с руководством по сварке.Если вы ДОЛЖНЫ приступить к сварке сразу после завершения работы сварочного аппарата
, прочтите эту главу.
ДО того, как вы
зажжете дугу. Для сварки
важно правильно одеться. Вам понадобится сварочный шлем, чтобы защитить глаза от ультрафиолетовых лучей
и предотвратить попадание искр в волосы. Шляпы из огнестойкого материала Fire
— тоже хорошая идея. Получить их можно при сварке
домов снабжения. Вам также понадобятся перчатки, чтобы защитить кожу от солнечных ожогов arc
и сварочных брызг.Кожаные фартуки и кожаные ботинки предотвращают попадание сварочных брызг
на кожу. И не забывайте проводить сварку только в
хорошо вентилируемых помещениях. Сварка дает удушливый пыльный дым. Прочтите инструкции и предупреждения
на этикетках сварочных материалов и оборудования
.
Зажигание и поддержание дуги. Построить дугу
несложно. Подняв шлем, расположите электрод на расстоянии примерно
1/4 дюйма от того места, где вы хотите начать сварку. Опустите шлем
и сделайте быстрый удар электродом.Следите за дугой. Будьте готовы к тому, что
НЕМНОГО отодвинет электрод. Очень скоро у вас будет
, чтобы медленно продвигать электрод в сварной шов, поскольку он довольно быстро плавится
в сварочной ванне.
Укладка бус. Правильно поддерживаемая дуга
издает шипящий, потрескивающий звук при горении электрода.
Если держать дугу слишком далеко, гудение и разбрызгивание усиливаются. Удерживание
дуги до закрытия приводит к перегреву стержня и иногда залипанию дуги
. При укладке валика важно, чтобы электрод
продолжал двигаться в сварочную ванну по мере вашего движения.Горизонтальные бусинки самые простые.
С вертикальными полосками проще всего работать сверху вниз. Когда
сваривает длинные валики, важно прихватывать каждые 6 дюймов, чтобы не допустить деформации
. Например, если вы свариваете металлическую коробку
вместе, скрепите всю коробку вместе, а затем вернитесь и уложите бусины
твердо. Если вы этого не сделаете, весь беспорядок будет настолько деформирован, что после первых двух швов форма
изменится, что вы не сможете закончить остальные
швов.
Наконец, помните, что сварка — это то, что требует
практики.Вы не можете выучить это по руководству. Вы должны потратить какое-то время
, просто укладывая бусинки и экспериментируя. Попробуйте сварить велосипедные рамы. Задача
здесь — сделать хорошие сварные швы, не прожигая металл.
Я обнаружил, что можно резать рамы велосипедов и другие тонкие металлические профили
с помощью большого сварочного прутка на большом токе. Однако опыт сварки
выходит за рамки данного руководства. Сходите в библиотеку и получите
книг по сварке. Используйте их, чтобы направлять свой прогресс во время практики.
Поиск и устранение неисправностей
Сварщик застрял на высокой силе тока, и изменение шкалы переключателя нагрева
не имеет никакого эффекта. Здесь может быть ряд ошибок. Убедитесь, что
правильно подключен к реле легкого пуска. Если это реле не втягивает
, когда вы зажигаете дугу, сварочный аппарат не переключается на выбранную вами мощность
.
Трудно зажечь дугу при низких настройках нагрева. Возможно, неисправен механизм легкого пуска
.Убедитесь, что
подключен правильно и используются нормально замкнутые контакты. Когда вы зажигаете дугу
, реле должно размыкаться. Эта проблема также возникает, если защитное покрытие сварочного прутка
повреждено на ударном конце.
Сварщик
работал прекрасно, но после сварки примерно 15 стержней 5/32 он внезапно прекратил работу. Вы перегрели сварщика. Датчик перегрева
выполнил свою работу и отключил контроллер. Поклонники по-прежнему должны бежать.
Дайте сварщику остыть в течение нескольких минут, и он снова начнет сварку.
Сварщик работал прекрасно, но после двухчасовой сварки
что-то странно пахнет и дуга либо отсутствует, либо только полная сила тока.
Вы поджарили модуль SCR и перегрели трансформаторы. У большинства сварщиков
есть рабочий цикл. Это означает, что если рабочий цикл вашего сварочного аппарата
составляет 80%, вы должны сваривать не более 8 минут, а затем дать ему отдохнуть в течение 2 минут перед повторной сваркой. Или, если он имеет рабочий цикл
30%, вы должны подождать 7 минут между 3-х минутными сварочными струями.Продолжительность включения
цикла для этого аппарата для дуговой сварки не определена. На самом деле он варьируется в
в зависимости от силы тока, с которой вы выполняете сварку. И не забудьте, что
держите вентиляционные отверстия открытыми и не допускайте скопления пыли внутри сварочного аппарата
. Пыль действует как изоляция и препятствует правильному охлаждению.
Еще одна вещь, которую нужно сделать, чтобы сварщик оставался холодным, — это включить только вентилятор.
переключаться между сварными швами. Это позволяет воздуху циркулировать в трансформаторах
, когда они простаивают.